具有延长的褶边裙部的增强热塑性袋的制作方法-j9九游会真人
具有延长的褶边裙部的增强热塑性袋
1.相关申请的交叉引用
2.本技术要求于2021年1月12日提交的第63/136,307号美国临时专利申请的优先权和权益,该申请通过引用以其整体并入本文。
3.背景
4.在其许多应用中,热塑性袋被用作垃圾或废弃物容器的内衬。采用这种内衬的废弃物容器可以在许多地方找到,从小型家庭厨房垃圾桶到位于公共场所和餐馆的较大的多加仑桶。旨在用作用于这种废弃物储器的内衬的袋通常由低成本、柔性热塑性材料制成。当容器装满时,盛放垃圾的热塑性内衬可以被移除处理,并用新的内衬替换。
5.热塑性内衬制造成本的增加导致了减少材料使用的努力趋势(例如,通过制造更薄的幅材(web))。因此,一些传统的热塑性内衬容易在袋的顶部发生撕裂、破裂和其他问题。例如,当通过顶部抓握传统的热塑性内衬时,抓握的手部(例如,手指)会刺穿或过度拉伸热塑性内衬(导致随后的失效)。例如,在手指在抓握运动期间拉伸热塑性内衬之后,当将热塑性内衬向上拉起或提起并拉出或提出垃圾容器时,这些过度拉伸的区域会进一步受损(例如,在某些情况下达到失效点)。进而,袋的顶部的这种损坏会导致垃圾溢出,需要调整/笨拙的搬运姿势或方法等。
6.附加地或者替代地,对于一些传统的热塑性内衬,材料消耗的减少也会引发不期望的直观的意义(例如,使用较少的材料,以及因此热塑性内衬必然是薄弱的或廉价制造的)。不管实际的材料特性如何,这些传统的热塑性内衬可能直观地传达了指示低耐用性和可用性的材料特性。
7.简要概述
8.本公开的方面涉及具有改进的袋顶强度性能的多层增强热塑性袋。特别地,增强热塑性袋的一个或更多个实施方式包括被应用到抓取区(grab-zone)的延长的褶边裙部(extended hem skirt),用户在提起或携带该增强热塑性袋时抓握该抓取区。在这些或其他实施例中,通过在抓取区上延长该增强热塑性袋的一层或更多层(例如,内层、外层或两者)来形成延长的褶边裙部。此外,该延长的褶边裙部可选地经由一个或更多个密封部固定到侧壁。因为延长的褶边裙部将被施加的载荷分布在受(例如,在进行提起或携带的抓取运动期间)由抓握手指引起的应力/应变影响的区域上,所以该延长的褶边裙部增强热塑性袋并提供较坚固的袋顶。
9.除了前述之外,用于形成增强热塑性袋的方法可以包括将增强热塑性袋的部分和/或层非连续地层压在一起。在一个或更多个实施方式中,延长的褶边裙部非连续地被层压到增强热塑性袋的抓取区的多个部分上。非连续层压的示例包括粘合剂结合、超声波结合、热结合、压花、环轧(ring rolling)、结构化类弹性成形(selfing)、施加压力和被嵌入在一个或更多个膜中的增粘剂的组合、以及它们的组合。此外,该方法可以包括联接第一侧壁和第二侧壁的相应侧边缘以形成袋构造(bag configuration)。该方法还可以包括形成底部折叠部或闭合的底部边缘,以在增强热塑性袋的底部处联接第一侧壁和第二侧壁。
10.在下面的描述中概述了本公开的一个或更多个实施例的附加特征和优点。
11.附图简述
12.详细描述通过使用附图为一个或更多个实施例提供了额外的特定性和细节,如下文简要描述。
13.图1示出了根据一个或更多个实施例的增强热塑性袋。
14.图2a-图2g示出了根据一个或更多个实施例的实现延长的褶边裙部的多种侧壁的相应横截面图。
15.图3a-图3c示出了根据一个或更多个实施例的用于热塑性膜的非连续层压结构中的各种膜。
16.图4示出了根据一个或更多个实施例的热塑性膜的非连续层压结构。
17.图5示出了根据一个或更多个实施例的另一种增强热塑性袋。
18.图6示出了根据一个或更多个实施例的又一种增强热塑性袋。
19.图7示出了根据一个或更多个实施例的用于形成增强热塑性袋的示例制造过程。
20.详细描述
21.本公开描述了具有增加强度的增强的多层热塑性袋的一个或更多个实施例。特别地,增强热塑性袋可以包括多层垃圾袋(multi-ply trash bag)(例如,侧壁包括多个层),其中侧壁延伸部被定位成跨越垃圾袋的抓取区(例如,当从容器中移除垃圾袋时通常抓取垃圾袋的区域,且特别是在褶边密封部正下方的区域)。在这些实施例或其他实施例中,侧壁延伸部是侧壁的在侧壁上对折的顶部,并且侧壁延伸部被固定到增强热塑性袋的内表面。例如,侧壁延伸部被定位在分立的层压部分(例如,褶边密封部和被定位在褶边密封部下方的褶边裙部密封部)之间并通过分立的层压部分(例如,褶边密封部和被定位在褶边密封部下方的褶边裙部密封部)被固定到增强热塑性袋。在一个或更多个实施例中,侧壁延伸部包括被翻折到增强热塑性袋的内表面的多层侧壁的多个层。在其他实施例中,侧壁延伸部仅包括被翻折到增强热塑性袋的内表面的多个侧壁层中的一个。
22.为了说明,在一个或更多个实施方式中,增强热塑性袋利用第一侧壁层的延长的褶边裙部来增强由第二侧壁层形成的在褶边裙部下方延伸的抓取区的一部分。利用仅包括两个侧壁层中的一个侧壁层的延长的褶边裙部使用较少的材料。特别地,增强热塑性袋可以以更资源友好的方式在仅具有一个侧壁层的抓取区提供附加的增强材料,而不是在延长的褶边裙部中使用两个侧壁层。
23.更具体地,增强热塑性袋可以包括延长的褶边裙部,在该延长的褶边裙部中第一侧壁层或第二侧壁层延伸超过另一侧壁层的褶边裙部。例如,在一些实施例中,增强热塑性袋的外侧壁层形成延长的褶边裙部,该延长的褶边裙部延伸超过用于内侧壁层的褶边裙部数英寸。在其他实施例中,增强热塑性袋的内侧壁层通过延伸超过用于外侧壁层的褶边裙部数英寸来形成延长的褶边裙部。通过灵活地允许任一侧壁层形成延长的褶边裙部,增强热塑性袋由于允许使用传统的制袋机而进一步增加了制造灵活性。
24.在一个或更多个实施例中,增强热塑性袋利用包括第一侧壁层和第二侧壁层两者的延长的褶边裙部来增强抓取区。这种方法至少也有多个优点。第一,增强热塑性袋可以进一步增加(例如,加倍)被施加在抓取区的增强量。通过增加增强量,增强热塑性袋可以更好地承受来自抓握手指的施加载荷。第二,增强热塑性袋可以经由多个侧壁层将不同的(例如,互补的)材料特性施加于增强热塑性袋的抓取区。例如,第一侧壁层可以赋予增加的穿
刺韧性,而第二侧壁层可以赋予增强热塑性袋定向强度改善。
25.附加地或者替代地,在一个或更多个实施例中,增强热塑性袋利用包括环轧的延长的褶边裙部。通过在延长的褶边裙部中利用环轧部分,增强热塑性袋可以改善抓取区处的强度特性。此外,环轧特定膜部分允许增强热塑性袋由降低规格的(down-gauged)膜形成,以促进降低制造成本而不牺牲强度或耐用性。
26.此外,一个或更多个实施例包括通过环轧一个或更多个侧壁层的顶部边缘来形成延长的褶边裙部,以将褶边裙部朝向底部折叠部超过褶边密封部延伸至少两英寸或更多英寸。在一些实施例中,这种方法还增加了制造友好性。例如,在多个侧壁层中只有一个形成延长的褶边裙部的某些实施例中,所公开的增强热塑性袋避免了重新构造制造组件来执行多个/不同的褶边折叠操作或挤压过程以形成具有一个侧壁层的延长的褶边裙部和具有另一个侧壁层的常规褶边裙部。因此,一个或更多个实施例可以有利地相等地挤压膜、环轧侧壁层中的一个以形成相对应的延长的宽度,该延长的宽度将形成延长的褶边裙部,并且随后在转换时执行涉及两个侧壁层的常规褶边折叠操作。
27.此外,在一个或更多个实施方式中,延长的褶边裙部被着色或图案化,以直观地赋予或增加在增强热塑性袋的抓取区处的强度和耐用性的感觉。在这些或其他实施例中,增强热塑性袋的一层或更多层是半透明的,以便于通过增强热塑性袋的外表面和/或内表面看到延长的褶边裙部。例如,当将增强热塑性袋的半透明外层叠加在延长的褶边裙部的一个或更多个有色部分上方时,增强热塑性袋可以直观地显示抓取区是增强区域。可选地,每个侧壁层可以被着色,以便经由提供一个或更多个附加材料层的延长的褶边裙部在抓取区处赋予不同的颜色。
28.如前述讨论所示,本公开利用各种术语来描述增强热塑性袋的特征和益处。现在提供关于这些术语含义的附加细节。例如,如本文所用,术语“抓取区”是指热塑性袋的一部分,该部分承受被施加的载荷(例如,提升或携带热塑性袋的提升力)。特别地,抓取区包括热塑性袋的顶部(例如,在褶边密封部的上方和/或下方)。例如,抓取区从第一侧边缘延伸到相对的第二侧边缘,并且从顶部开口附近(例如,紧邻顶部开口或在阈值距离内)朝向底部折叠部延伸第一距离。如另一示例,抓取区从第一侧边缘延伸到相对的第二侧边缘,并且从褶边密封部朝向底部折叠部延伸第二距离(第二距离与第一距离相等或不同)。如另外的一个示例,抓取区从第一侧边缘延伸到相对的第二侧边缘,并且从褶边密封部朝向底部折叠部延伸第三距离(第三距离与第一距离和第二距离相等或不同)到褶边裙部密封部。
29.如本文所用,术语“层压”、“层压件”和“层压膜”是指通过将两层或更多层膜或其他材料结合在一起的工艺并通过将两层或更多层膜或其他材料结合在一起制成最终产品。术语“层压件”还包括包含一个或更多个连结层(tie layers)的共挤多层膜。术语“结合”,当用于指多层的结合时,可以与层的“层压”互换使用。作为动词,“层压”是指将两个或更多个单独制成的膜制品彼此附连或粘附(通过例如粘合剂结合、压力结合(例如,环轧、压花、结构化类弹性成形、由于一个或更多个膜中的增粘剂而形成的结合)、超声波结合、电晕层压(corona lamination)等),以形成多层结构。例如,在一个或更多个实施方式中,密封的方式包括向包括一个或更多个层(该一个或更多个层中的至少一个层包括延长的褶边裙部)的侧壁施加热量和压力。为了说明该密封方式,形成所公开的增强热塑性袋的系统可以在一个单元或两个紧密耦合的单元中执行金属-金属压花或橡胶-金属压花。在一种或两种
情况下,系统可以预热一个或更多个膜和/或预热驱动辊的外表面。作为名词,“层压件”是指经由上述一种或更多种实施方式进行附连或粘附而生产的产品。
30.在一个或更多个实施方式中,袋和加强特征(例如本公开的延长的褶边裙部)之间的层压或结合可以是非连续的(即,非连续的或部分非连续的)。如本文所用,术语“非连续结合”或“非连续层压”是指两层或更多层的层压,其中该层压在机器方向上不连续并且在横向方向上不连续。更具体地,非连续层压是指具有重复结合图案的两层或更多层的层压,该重复结合图案通过在机器方向和膜的横向上的重复未结合区域断开(或者替代地,随机结合区域通过随机未结合区域断开)。在一个或更多个实施例中,非连续层压包括图案化层压。
31.如本文所用,术语“部分非连续结合”或“部分非连续层压”是指两层或更多层的层压,其中层压在机器方向或横向方向上基本上连续,但在机器方向或横向方向中的另一个方向上不连续。替代地,部分非连续层压是指两层或更多层的层压,其中层压在物品的宽度上基本上是连续的,但在物品的高度上不是连续的。替代地,部分非连续层压可以包括在物品高度上基本连续但在物品的宽度上不连续的两个或更多个层。更具体地说,部分非连续层压是指两层或更多层的层压,其中重复的结合图案在机器方向或横向方向上通过重复未结合区域而被断开。在一个或更多个实施例中,部分非连续层压包括图案化的层压。
32.如本文所用,术语“机器方向”或“md”是指沿着膜的长度的方向,或者换句话说,在挤压和/或涂覆期间膜被形成时的膜方向。如本文所用,术语“横向方向”或“td”是指横跨膜或垂直于机器方向的方向。
33.如本文所用,术语“柔性”是指能够挠曲或弯曲(特别是重复地挠曲或弯曲)的材料使得这些材料响应于外部施加的力而是柔韧且可屈服的。因此,“柔性”在意义上与术语不可挠曲、刚性或不可屈服基本上相反。因此,柔性的材料和结构可以改变形状和结构,以适应外力而不损失完整性。类似地,柔性的材料和结构可以符合接触物体的形状而不损失完整性。例如,本文公开的热塑性袋可以包括幅材材料(web material),幅材材料在施加的应变的方向上表现出“类弹性(elastic-like)”性能,而不是使用附加的传统弹性。如本文所用,术语“类弹性”描述了幅材材料的性能,当受到施加的应变时幅材材料在施加的应变的方向上延伸。当施加的应变被释放时,幅材材料在一定程度上恢复到其应变前的状态。
34.膜材料
35.在一个或更多个实施方式中,本公开的袋和/或延长的褶边裙部包括热塑性膜。首先,这种膜的一层或更多层可以包括任何柔性或柔韧的材料,包括热塑性材料,并且可以被形成为或拉成幅材或膜。每个单独的膜层本身可以包括单层或多层。根据需要,也可以包括辅料(例如,颜料、防滑剂、防结块剂、增粘剂或它们的组合)。一种或更多种实施方式的膜的热塑性材料可以包括但不限于热塑性聚烯烃,包括聚乙烯、聚丙烯及它们的共聚物。除了乙烯和丙烯之外,示例性共聚物烯烃包括但不限于乙烯乙酸乙烯酯(eva)、乙烯丙烯酸甲酯(ema)和乙烯丙烯酸(eaa)、或者这些烯烃的共混物。对于本领域技术人员来说,各种其他合适的烯烃和聚烯烃是明显的。
36.根据本发明的适合于用作膜的聚合物的其它示例包括弹性体聚合物。合适的弹性体聚合物也可以是生物可降解的或环境可降解的。用于膜的合适的弹性体聚合物包括聚(乙烯-丁烯)、聚(乙烯-己烯)、聚(乙烯-辛烯)、聚(乙烯-丙烯)、聚(苯乙烯-丁二烯-苯乙
烯)、聚(苯乙烯-异戊二烯-苯乙烯)、聚(苯乙烯-乙烯-丁烯-苯乙烯)、聚(酯-醚)、聚(醚-酰胺)、聚(乙烯-乙酸乙烯酯)、聚(乙烯-甲基丙烯酸酯)、聚(乙烯-丙烯酸)、聚(乙烯丙烯酸丁酯)、聚氨酯、聚(乙烯-丙烯-二烯)、乙烯-丙烯橡胶及它们的组合。
37.在本发明的至少一种实施方式中,膜可以包括线性低密度聚乙烯。本文使用的术语“线性低密度聚乙烯”(lldpe)被定义为指乙烯和少量含有4至10个碳原子的烯烃的共聚物。另外,lldpe包括约0.910至约0.926g/cm3的密度和约0.5至约10的熔融指数(mi)。例如,本发明的一种或更多种实施方式可以使用辛烯共聚物,溶液相lldpe(mi=1.1;ρ=0.920)。另外,本发明的其他实施方式可以使用气相lldpe,其是用slip/ab配制的己烯气相lldpe(mi=1.0;ρ=0.920)。应理解,本发明不限于lldpe,并且可以包括“高密度聚乙烯”(hdpe)、“低密度聚乙烯”(ldpe)和“极低密度聚乙烯”(vldpe)。事实上,由任何前述热塑性材料或其组合制成的膜可以适合于与本发明一起使用。
38.根据本文的公开内容,人们将会理解,制造商可以使用多种技术将单独的膜或幅材形成为非连续结合在一起,以便提供改善的强度特性。例如,制造商可以形成包括任何可选添加剂的热塑性材料的前体混合物。然后,制造商可以使用常规的平挤压或流延挤压(cast extrusion)或共挤压来由前体混合物形成膜,以生产单层膜、双层膜或多层膜。在任何情况下,所得膜可以在后续阶段非连续地结合到另一膜上,以提供与本发明相关联的益处。
39.替代常规的平挤压或流延挤压工艺,制造商可以使用其他合适的工艺来形成膜,例如吹塑膜工艺来生产单层、双层或多层膜。这些层随后在后续阶段非连续地与另一个膜层结合。如果给定最终用途需要,则制造商可以通过截留气泡、拉幅机或其他合适的工艺来定向膜。另外,制造商可以可选地对膜进行退火。
40.在一个或更多个实施方式中使用的挤压机包括使用模具来提供所需规格的常规设计。在美国专利第4,814,135号、第4,857,600号、第5,076,988号、第5,153,382号中描述了一些有用的挤压机;这些美国专利中的每一个通过引用以其整体并入本文。可用于生产本发明的膜的各种挤压机的示例包括用吹膜模具(blown film die)改进的单螺杆型、空气环和连续输出设备(continuous take off equipment)。
41.在一个或更多个实施方式中,制造商可以使用多个挤压机来供应不同的熔体流,进料块可以将这些熔体流顺序安置到多通道模具的不同通道中。多个挤压机可以允许制造商形成具有多个层的多层膜,这些层具有不同的组分。这种多层膜后续可以与另一层膜非连续地层压,以提供本发明的优点。
42.在吹膜工艺中,模具可以是带有圆形开口的直立圆柱体。辊可以将熔化的塑料向上拉离模具。当膜向上行进时,空气环可以冷却膜。空气出口可以迫使压缩空气进入挤压的圆形轮廓的中心,从而产生气泡。空气可以使挤压的圆形横截面扩大模具直径的倍数。这个比率被称为“吹胀比率(blow-up ratio)”。当使用吹膜工艺时,制造商可以将膜折叠以使膜的层数加倍。可替代地,制造商可以切割并折叠膜,或者切割并保持膜未折叠。
43.现在将结合描绘增强热塑性袋的示例实施例和实施方式的说明性附图,提供关于增强热塑性袋的附加细节。例如,图1示出了根据一个或更多个实施例的增强热塑性袋100。增强热塑性袋100可用作垃圾桶或类似的废弃物储器的内衬。增强热塑性袋100可以包括第一热塑性侧壁102和相对的第二热塑性侧壁104,第一热塑性侧壁102和相对的第二热塑性
侧壁104一起提供内部容积106。第一热塑性侧壁102和第二热塑性侧壁104可以沿着第一侧边缘110、相对的第二侧边缘112和闭合的底部边缘114联接。底部边缘114可以在第一侧边缘110和第二侧边缘112之间延伸。在一个或更多个实施方式中,第一热塑性侧壁102和第二热塑性侧壁104通过任何合适的工艺(例如热密封)沿着第一侧边缘110和第二侧边缘112以及沿着闭合的底部边缘114联接。在替代实施方式中,闭合的底部边缘114或者第一侧边缘110和第二侧边缘112中的一个或更多个可以包括折叠部。
44.相应的第一热塑性侧壁102和第二热塑性侧壁104的至少一部分可以保留未联接,以限定与闭合的底部边缘114相对定位的开口124。开口124可用于将物品存放到内部容积106中。此外,增强热塑性袋100可以被放置到垃圾容器中。当被放置在垃圾容器中时,第一热塑性侧壁102和第二热塑性侧壁104的顶部可以被翻折在容器的边沿上。
45.如另外在图1中所示,第一热塑性侧壁102和第二热塑性侧壁104被折叠到内部容积106中。例如,第一热塑性侧壁102可以被折叠并经由褶边密封部145a附接到第一热塑性侧壁102的内表面,从而形成被设置在第一褶边142内的第一褶边通道。类似地,第二热塑性侧壁104可以被折叠并经由褶边密封部145b附接到第二热塑性侧壁104的内表面,从而形成被设置在第二褶边144内的第二褶边通道。
46.在一个或更多个实施方式中,第一褶边通道和第二褶边通道容纳拉带140以闭合或缩小开口124。例如,如图1所示,拉带140松弛地延伸穿过相应的第一褶边142和第二褶边144的第一褶边通道和第二褶边通道。为了接近拉带140,第一凹口146和第二凹口148可以被设置成穿过相应的第一褶边142和第二褶边144。通过凹口146、148拉动拉带140将使第一褶边142和第二褶边144收缩,从而闭合或缩小开口124。拉带闭合机构可以与本文所描述的增强热塑性袋的任何实施方式一起使用。
47.为了加强热塑性袋100(例如,为了减少破裂或穿孔),热塑性袋100可以包括被定位在增强热塑性袋100的抓取区105内的热塑性增强特征。特别地,图1显示热塑性袋100包括延长的褶边裙部130a、130b(统称为延长的褶边裙部130),延长的褶边裙部130a、130b覆盖抓取区105的至少一部分。在这些或其他实施例中,延长的褶边裙部130可以包括一个或更多个材料层(例如,如上所描述的热塑性膜的侧壁层),该一个或更多个材料层在抓取区105内附接到热塑性袋100。图2a-图2g示出了延长的褶边裙部130的多种实施例和用于将延长的褶边裙部130附接到增强热塑性袋100的模式。附加地或者替代地,在一个或更多个实施例中,如图1所示,延长的褶边裙部130a、130b(例如,经由多个非连续结合部150)非连续结合到相应的第一热塑性侧壁102和第二热塑性侧壁104。附加地或者替代地,延长的褶边裙部130a、130b经由侧密封部附接到相应的第一热塑性侧壁102和第二热塑性侧壁104,侧密封部沿着第一侧边缘110和第二侧边缘112联接第一热塑性侧壁102和第二热塑性侧壁104。
48.为了形成相应的延长的褶边裙部130a、130b,用于第一热塑性侧壁102的第一顶部边缘120a、120b中的至少一个和用于第二热塑性侧壁104的第二顶部边缘122a、122b(未示出)中的至少一个朝向闭合的底部边缘114延伸超过相应的褶边密封部145a、145b。具体地,第一顶部边缘120a、120b中的至少一个和第二顶部边缘122a、122b中的至少一个被固定到相对应的褶边裙部密封部147a、147b(未示出)。附加地或者替代地,第一顶部边缘120a、120b和/或第二顶部边缘122a、122b可以经由侧密封部(例如,在第一侧边缘110和第二侧边
缘112处)附接到热塑性袋100。
49.如图1所示,延长的褶边裙部130a、130b各自包括单层。为了说明,形成用于第一热塑性侧壁102的延长的褶边裙部130a包括经由第一褶边裙部密封部147a将第一顶部边缘120b固定到第一热塑性侧壁102的内表面。第一褶边裙部密封部147a被定位在褶边密封部145a的下方,在这种情况下,褶边密封部145a将第一顶部边缘120a固定到第一热塑性侧壁102的内表面。类似地,形成延长的褶边裙部130b包括经由第二褶边裙部密封部147b将第二顶部边缘122b固定到第二热塑性侧壁104的内表面。第二褶边裙部密封部147b(尽管未在图1中示出)被定位在褶边密封部145b的下方,在这种情况下,褶边密封部145b将第二顶部边缘122a固定到第二热塑性侧壁104的内表面。在这些或其他实施例中,第一顶部边缘120a、120b可以未联接或未附接到第二顶部边缘122a、122b。
50.在替代实施例中,延长的褶边裙部130a、130b可以包括相应的第一热塑性侧壁102和第二热塑性侧壁104中的多个层。例如,用于第一热塑性侧壁102的第一顶部边缘120a和第一顶部边缘120b都经由第一褶边裙部密封部147a至少部分地附接到第一热塑性侧壁102的内表面。类似地,在一个或更多个实施例中,用于第二热塑性侧壁104的第二顶部边缘122a和第二顶部边缘122b都经由第二褶边裙部密封部147b至少部分地被附接到第二热塑性侧壁104的内表面。
51.在替代实施例中,延长的褶边裙部130a、130b可以包括单层,但是具有与图1中当前所示不同的构造。为了说明与图1中描述的相反的示例构造,在一个或更多个实施方式中,延长的褶边裙部130a可以通过经由第一褶边裙部密封部147a将第一顶部边缘120a固定到第一热塑性侧壁102的内表面来形成。在这种情况下,第一顶部边缘120b基本上不延伸超过被固定到第一热塑性侧壁102的内表面的褶边密封部145a。同样,在一个或更多个实施方式中,延长的褶边裙部130b可以通过经由第二褶边裙部密封部147b将第二顶部边缘122a固定到第二热塑性侧壁104的内表面来形成。因此,在该示例中,第二顶部边缘122b基本上不延伸超过被固定到第二热塑性侧壁104的内表面的褶边密封部145b。
52.附加地或者替代地,在一个或更多个实施例中,多个褶边裙部密封部可以将延长的褶边裙部130a、130b附接到相应的第一热塑性侧壁102和第二热塑性侧壁104。例如,增强热塑性袋100可以包括用于第一热塑性侧壁102的一个或更多个附加褶边裙部密封部,该一个或更多个附加褶边裙部密封部被定位在褶边密封部145a和将延长的褶边裙部130a固定到第一热塑性侧壁102的内表面的第一褶边裙部密封部147a之间。如另一示例,增强热塑性袋100可以包括用于第一热塑性侧壁102的一个或更多个附加褶边密封部,该一个或更多个附加褶边裙部密封部被定位在第一褶边裙部密封部147a下方(例如,用于在更靠近闭合的底部边缘114的位置处将第一顶部边缘120b固定到第一热塑性侧壁102的内表面)。
53.在一个或更多个实施方式中,用于第一热塑性侧壁和第二热塑性侧壁中的每一个的抓取区105跨越在可调节抓取区边界132和相应的第一褶边142和第二褶边144的顶部之间(例如,在开口124附近)。此外,抓取区105可以跨越在第一侧边缘110和第二侧边缘112之间。因此,在一个或更多个实施方式中,延长的褶边裙部130在第一侧边缘110和第二侧边缘112之间延伸,并且与抓取区105的至少一部分(例如,在可调节抓取区边界132附近)共同延伸。在替代实施方式中,延长的褶边裙部130不延伸在第一侧边缘110和第二侧边缘112之间的整个长度和/或不跨越抓取区105的整个高度。在任何情况下,延长的褶边裙部130可以在
热塑性袋100的可能比较容易失效的抓取区105中提供额外的材料。
54.为了说明,延长的褶边裙部130可以在第一热塑性侧壁102或第二热塑性侧壁104上延伸距离139。如图1所示,第一热塑性侧壁102的延长的褶边裙部130a的距离139从褶边密封部145a跨越到第一褶边裙部密封部147a处或下方的可调节抓取区边界132附近的位置。在其他实施例中,例如,延长的褶边裙部130a的距离139从褶边密封部145a的正下方(例如,在第一顶部边缘120a附近)延伸到在第一褶边裙部密封部147a处或下方的可调节抓取区边界132的位置。当然,在涉及较长的延长的褶边裙部和/或多个褶边裙部密封部的其他实施例中,距离139可以朝向闭合的底部边缘114延伸得更远(例如,更近)。
55.在这些或其他实施例中,延长的褶边裙部130b可以沿着第二热塑性侧壁104延伸与延长的褶边裙部130a沿着第一热塑性侧壁102延伸相同的距离139。在替代实施方式中,延长的褶边裙部130a、130b可以沿着第一热塑性侧壁102和第二热塑性侧壁104延伸不同的距离。在任何情况下,在一些情况下,距离139在增强热塑性袋100的高度138的大约5%和25%之间,其中高度138是从闭合的底部边缘114到开口124测量的。例如,在一个或更多个实施方式中,延长的褶边裙部130延伸增强热塑性袋100的高度138的大约20%。
56.更详细地,距离139可以具有约1英寸(2.54cm)至约10英寸(25.4cm)的第一范围、约3英寸(7.6cm)至约8英寸(20.3cm)的第二范围、约4英寸(10.2cm)至约6英寸(15.2cm)的第三范围、约10英寸(25.4cm)至约30英寸(76.2cm)的第四范围。在一个实施方式中,距离139可以是5英寸(12.7cm)。在另一个实现方式中,距离139可以比上面列出的示例更短或更长。
57.相比之下,高度138可以具有约20英寸(50.8cm)至约48英寸(121.9cm)的第一范围,约23英寸(58.4cm)至约33英寸(83.8cm)的第二范围、以及约26英寸(66cm)至约28英寸(71.1cm)的第三范围。在一个实施方式中,高度138可以是27.375英寸(69.5cm)。在替代实施方式中,高度138可以比上面列出的示例更短或更长。
58.在一个或更多个实施例中,第一热塑性侧壁102和第二热塑性侧壁104(包括或不包括延长的褶边裙部130)中的每一个可以具有以下规格或厚度(例如,主要表面之间的平均距离):大约0.1密耳至大约10密耳、适当地从大约0.1密耳至大约4密耳、适当地在大约0.1密耳至大约2密耳的范围内、适当地从大约0.1密耳至大约1.25密耳、适当地从大约0.9密耳至大约1.1密耳、适当地在大约0.2密耳至大约0.9密耳之间和适当地在大约0.3密耳至大约0.7密耳之间。在这些或其他实施例中,第一热塑性侧壁102和第二热塑性侧壁104可以具有比延长的褶边裙部130更大的厚度。在替代实施方式中,第一热塑性侧壁102和第二热塑性侧壁104以及延长的褶边裙部130具有相同的厚度。在又一实施方式中,延长的褶边裙部130可以比第一热塑性侧壁102和第二热塑性侧壁104更厚。
59.附加地或者替代地,在一个或更多个实施例中,第一热塑性侧壁102和第二热塑性侧壁104和延长的褶边裙部130中的每一者可以具有均匀或一致的规格。在替代实施方式中,第一热塑性侧壁102、第二热塑性侧壁104或延长的褶边裙部130中的一者或更多者可以是不平的或不均匀的。此外,第一热塑性侧壁102、第二热塑性侧壁104和延长的褶边裙部130中的一个或更多个的规格不需要一致或均匀。因此,第一热塑性侧壁102、第二热塑性侧壁104或延长的褶边裙部130中的一者或更多者的规格可以由于产品设计、制造缺陷、公差或其他加工问题而变化。
60.在这些或其他实施例中,延长的褶边裙部130的一层或更多层可以包括相对于彼此的各种厚度。例如,如下文参照图2a-图2g的形成延长的褶边裙部的第一侧壁层和第二侧壁层所述,第一层可以比第二层厚,并且反之亦然。替代地,第一延长的褶边裙部层和第二延长的褶边裙部层具有相同的厚度。
61.在一个或更多个实施方式中,第一热塑性侧壁102、第二热塑性侧壁104和/或延长的褶边裙部130中的一者或更多者被递增拉伸。例如,在一个或更多个实施方式中,第一热塑性侧壁102、第二热塑性侧壁104和/或延长的褶边裙部130中的一者或更多者通过以下中的一种或更多种来递增拉伸:md环轧、td环轧、结构化类弹性成形或2011年10月14日提交的第13/273,384号美国专利申请“non-continuously laminated multi-layered bags(非连续层压的多层袋)”中的其他方法,该美国专利申请的内容通过引用明确并入本文。递增拉伸第一热塑性侧壁102、第二热塑性侧壁104和/或延长的褶边裙部130中的一者或更多者可以增加或以其他方式改变膜的拉伸强度、抗撕裂性、抗冲击性或弹性中的一个或更多个(同时还降低膜的基重)。
62.第一热塑性侧壁102、第二热塑性侧壁104和延长的褶边裙部130可以各自包括多个热塑性材料膜。特别地,第一热塑性侧壁102、第二热塑性侧壁104和延长的褶边裙部130可以包括上述任何热塑性材料或它们的组合。在一个或更多个实施方式中,第一热塑性侧壁102和第二热塑性侧壁104可以包括与延长的褶边裙部130相同的热塑性材料。在替代实施方式中,延长的褶边裙部130可以包括不同于第一热塑性侧壁102和第二热塑性侧壁104的材料。例如,延长的褶边裙部130的材料可以比第一热塑性侧壁102和第二热塑性侧壁104的材料具有更高的拉伸强度、抗撕裂性、抗穿刺性、弹性和/或耐磨性。由更强和/或更坚韧的材料制成的延长的褶边裙部130可有助于进一步保护热塑性袋100免受破裂和/或穿刺。
63.除了前述之外,在一个或更多个实施方式中,延长的褶边裙部130和/或第一热塑性侧壁102和第二热塑性侧壁104的其他部分可以包括视觉特征,例如颜色。在一些情况下,延长的褶边裙部130以及第一热塑性侧壁102和第二热塑性侧壁104的视觉特征包括相同的颜色。在替代实施方式中,延长的褶边裙部130和第一热塑性侧壁102和第二热塑性侧壁104的视觉特征(例如,颜色)可以不同。例如,在一个或更多个实施方式中,延长的褶边裙部130a包括第一热塑性侧壁102的一个或更多个外层,该第一热塑性侧壁102包括白色半透明热塑性材料。在该示例中,第一热塑性侧壁102的一个或更多个附加层(例如,第二内层)可以包括着色(例如,非白色或有色)材料,例如黑色材料。包括着色材料的第一热塑性侧壁102的一个或更多个附加层也可以延伸以形成延长的褶边裙部130的一部分(例如,在第一热塑性侧壁102的一个或更多个外部半透明层的下面)。
64.在这些或其他实施例中,当从增强热塑性袋100的内部和/或外部观察时,增强热塑性袋100的包括延长的褶边裙部130a的区域可以呈现灰色。因此,增强热塑性袋100的包括延长的褶边裙部130a的区域的不同颜色可用于通知消费者增强热塑性袋100的这些区域被提供了附加强度。例如,当增强热塑性袋100被放置在容器内时,增强热塑性袋100的内表面在容器内和/或在被翻转到容器的顶部边沿上时是可见的。在该构造中,形成延长的褶边裙部130a的第一热塑性侧壁102的各层和/或第一热塑性侧壁102的其它层的相应视觉特征(例如,不同的颜色)可以通过增强热塑性袋100的内表面提供增加了强度/耐用性的视觉信号。类似地,当增强热塑性袋100被保持在容器的外部或从容器的外部观察时,增强热塑性
袋100的外表面是可见的。在某些实施例中,形成延长的褶边裙部130a的第一热塑性侧壁102的各层和/或第一热塑性侧壁102的其它层的相应视觉特征(例如,不同的颜色)可以通过增强热塑性袋100的外表面提供增加了强度/耐用性的视觉信号。
65.当然,延长的褶边裙部130,如同增强热塑性袋100,可以包括许多其他材料/视觉特性。例如,在一个或更多个实施方式中,延长的褶边裙部130包括气味控制添加剂、香料添加剂等,以改善和/或减少恶臭味的量,特别是改善和/或减少在靠近增强热塑性袋100的开口124的抓取区105中的恶臭味的量。此外,在一个或更多个实施例中,增强热塑性袋100包括一个或更多个图案化部分(例如,图案化褶边密封部、图案化褶边裙部密封部、图案化侧壁、多个非连续结合部150的图案化和/或图案化延长的褶边裙部)。图案化部分(例如,交叉影线图案)可用于通知消费者增强热塑性袋100的这些区域被提供了附加强度。
66.如前所述,延长的褶边裙部130可以非连续地层压到增强热塑性袋100。例如,图1示出了增强热塑性袋100可以包括将延长的褶边裙部130a固定到增强热塑性袋100的多个非连续结合部150。特别地,多个非连续结合部150可以包括多个非连续的粘合剂结合部。在替代实施方式中,多个非连续结合部150可以包括超声波结合部或压力结合部(例如,由以下中的一个或更多个形成的结合部:环轧、结构化类弹性成形、压花、或者在一个或更多个膜中包括增粘剂)。此外,多个非连续结合部150可以相比于根据图1所示的位置构造或设计图案具有附加或替代的位置构造或设计图案。例如,在一个或更多个实施方式中,除了(或替代)跨延长的褶边裙部130定位的多个非连续结合部150之外,多个非连续结合部150被定位在褶边密封部145a、145b上方。
67.在一个或更多个实施方式中,多个非连续结合部150可以具有小于增强热塑性袋100和延长的褶边裙部130中的每一者的最弱抗撕裂性的结合强度。以这种方式,多个非连续结合部150可以被设计成在增强热塑性袋100或延长的褶边裙部130失效之前失效。实际上,一个或更多个实施方式包括多个非连续结合部150,该多个非连续结合部150在增强热塑性袋100或延长的褶边裙部130的任何局部撕裂之前释放。例如,增强热塑性袋100和延长的褶边裙部130a之间的多个非连续结合部150可以在允许相同的力导致增强热塑性袋100或延长的褶边裙部130a失效之前,经由多个非连续结合部150的破裂来首先吸收力。以这种方式,多个非连续结合部150可以为增强热塑性袋100提供增加的强度。
68.这是有益的,因为已经发现热塑性膜通常表现出大约等于最弱层的强度的强度特性。令人惊讶地发现,在增强热塑性袋100和延长的褶边裙部130之间提供相对弱的结合大大增加了延长的褶边裙部130提供的强度。如2010年11月16日提交的标题为“discontinuously laminated film(非连续层压膜)”的第12/947,025号美国专利申请中较明确地涵盖的(该美国专利申请通过引用并入本文),根据一个或更多个实施方式,非连续层压膜尽管规格减小,但其md和td撕裂值可以表现出显著改善的强度性能。特别地,一个或更多个实施方式的非连续层压膜中的冲击强度(dynatup)、md抗撕裂性和td抗撕裂性的各个值出乎意料地高于单个层的总和。因此,增强热塑性袋100和延长的褶边裙部130的非连续层压可以提供协同效应。
69.更具体地,非连续层压膜的td抗撕裂性可以大于单个层的td抗撕裂性之和。类似地,非连续层压膜的md抗撕裂性可以大于单个层的md抗撕裂性之和。沿着相关的路线,非连续层压膜的冲击强度峰值载荷可以大于单个层的冲击强度峰值载荷之和。因此,非连续层
压膜可以提供协同效应。除了前述之外,非连续层压延长的褶边裙部130的一个或更多个实施方式提供了基重的减少(例如,按重量计量)。在一些情况下,增强热塑性袋100在这些区域实现了50%的基重减少,同时仍然提供增强的强度参数。
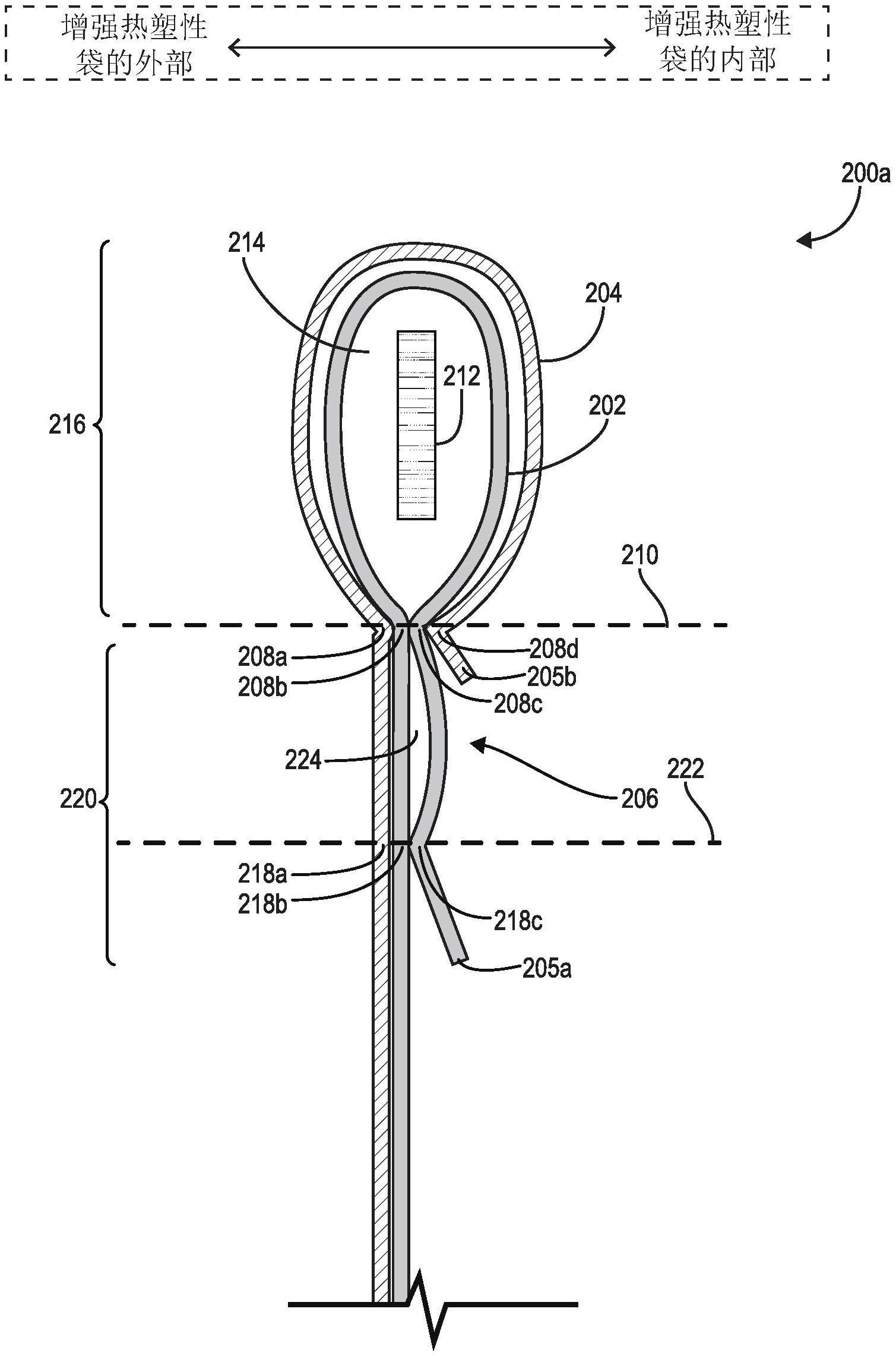
70.如上所述,抓取区增强结构可以增强一个或更多个热塑性侧壁,包括增强热塑性袋的一个或更多个层和/或不同的袋(例如,对于袋中袋的情况)。例如,图2a-图2g示出了根据一个或更多个实施例的包括延长的褶边裙部206的侧壁200a-200g的上部的相应横截面图。为了说明清楚起见,省略了与侧壁200a-200g相对的侧壁(正如抓取区220下方的增强热塑性袋的部分,例如图1所示的闭合的底部边缘114)。此外,如图2a-图2g的每个顶部处所示,侧壁200a-200g在从左到右方向上示出了增强热塑性袋的外部到增强热塑性袋的内部。
71.具体地,图2a-图2g示出侧壁200a-200g的第一层202和第二层204在褶边通道区域216和抓取区220处的位置关系。在一个或更多个实施例中,褶边通道区域216包括侧壁200a-200g在褶边密封部210上方的一部分。相反,抓取区220包括侧壁200a-200g在褶边密封部210下方朝向底部折叠部(未示出)延伸一段距离的另一部分。特别地,褶边密封部210将侧壁200a-200f的第一层202和第二层204的翻折部(fold-over)固定到增强热塑性袋的内表面,从而形成褶边通道214。在一些情况下,褶边密封部210将侧壁200a-200f的第一层202和第二层204的翻折部固定到增强热塑性袋的外表面,以形成褶边通道214(例如,如图2g所示)。被设置在褶边通道214内的包括拉带212(例如,与上述关于图1的拉带140相同或相似的闭合机构)。
72.例如,如侧壁200a-200g的褶边通道区域216所示,第一层202和第二层204通过围绕拉带212延伸而形成褶边通道214。具体地,第一层202围绕拉带212在褶边密封部210处的附接点208b、208c之间延伸。在这种情况下,第一层202形成界定褶边通道214的第一最内层,使得第一层202靠近拉带212被定位在褶边密封部210处的附接点208b、208c之间。此外,第二层204形成第二外层,将褶边通道214界定在褶边密封部210处的附接点208a、208d之间。
73.关于抓取区220,侧壁200a-200g包括形成延长的褶边裙部206的第一层202和第二层204的各种构造,从而赋予抓取区220附加强度和耐用性。在下面描述的一个或更多个实施例中,第一层202或第二层204中的一者或两者形成延长的褶边裙部206,该延长的褶边裙部206至少从褶边密封部210跨越到褶边裙部密封部222,该褶边裙部密封部222将延长的褶边裙部206固定到增强热塑性袋的内表面(或如图2g所示的增强热塑性袋的外表面)。也就是说,褶边裙部密封部222将对应于被翻折到增强热塑性袋的内表面或外表面上的相应的第一层202和第二层204的顶部边缘205a或顶部边缘205b中的至少一个固定到增强热塑性袋的内表面或外表面上。
74.附加地或者替代地,延长的褶边裙部206的至少一部分(例如,经由侧密封部和/或上面关于图1讨论的多个非连续结合部150)被固定到增强热塑性袋的内表面或外表面。附加地或者替代地,延长的褶边裙部206的至少一部分没有被固定到增强热塑性袋的内表面或外表面。例如,在一个或更多个实施例中,将顶部边缘205a或顶部边缘205b中的至少一个固定到褶边裙部密封部222形成被定位在褶边密封部210和褶边裙部密封部222之间的褶边通道224。在这些或其他实施例中,褶边通道224至少部分地被延长的褶边裙部206和第一层202的内表面或外表面包围。
75.具体转向图2a-图2b中的示例实施例,抓取区220处的侧壁200a-200b包括由第一层202形成的延长的褶边裙部206,该第一层202从褶边密封部210处的附接点208c延伸到褶边裙部密封部222处的附接点218c。第一层202的顶部边缘205a延伸到褶边裙部密封部222下方,褶边裙部密封部222在附接点218c处将顶部边缘205a固定到第一层202的内表面。附接点218c是沿着褶边裙部密封部222的最里面的附接点,并且被定位成在褶边裙部密封部222处关于相应的第一层202和第二层204的附接点218b、218a(按此顺序)附近。相反,第二层204的顶部边缘205b基本上不延伸超过褶边密封部210,其中顶部边缘205b在附接点208d处被固定到第一层202的内表面。因此,在一个或更多个实施例中,延长的褶边裙部206包括第一层202,但不包括第二层204。
76.此外,如上所述,第一层202和第二层204可以包括各种厚度。在一个或更多个实施方式中(例如,对于侧壁200a),由于不同的挤压量,第一层202比第二层204厚。
77.在一个或更多个实施方式中,第一层202(例如,如图2b的侧壁200b所示)包括抓取区220和褶边通道区域216处的环轧部分。当然,侧壁200b的其他实施例可以包括第一层202,该第一层202包括仅在抓取区220或仅在褶边通道区域216处的环轧部分。附加地或者替代地,侧壁200b的一个或更多个实施例可以包括第一层202,该第一层202仅在增强热塑性袋的内部或外部包括环轧部分。附加地,在一个或更多个实施方式中,第一层202的环轧部分包括td环轧。替代地,第一层202的环轧部分包括用于对角线方向dd环轧的md环轧。
78.参照图2c-图2d的侧壁200c-200d,延长的褶边裙部206包括从褶边密封部210处的附接点208d延伸到褶边裙部密封部222处的附接点218c的第二层204。第二层204的顶部边缘205b延伸到褶边裙部密封部222下方,褶边裙部密封部222在附接点218c处将顶部边缘205b固定到第一层202的内表面。这里,附接点218c是沿着褶边裙部密封部222的最里面的附接点,并且被定位在褶边裙部密封部222处的(关于相应的第一层202和第二层204的)附接点218b、218a(按此顺序)附近。相反,第一层202的顶部边缘205a基本上不延伸超过褶边密封部210,其中顶部边缘205a在附接点208c处固定到第一层202的内表面。因此,与图2a-图2b不同,一个或更多个实施例中的延长的褶边裙部206包括第二层204,但不包括第一层202。
79.此外,如上所述,第一层202和第二层204可以包括各种厚度。在一个或更多个实施方式中(例如,对于侧壁200c),由于不同的挤压量,第二层204比第一层202厚。
80.在一个或更多个实施方式中,第二层204(例如,如图2d的侧壁200d所示)包括抓取区220和褶边通道区域216处的环轧部分。侧壁200d的其他实施例可以包括第二层204,该第二层204包括仅在抓取区220或仅在褶边通道区域216处的环轧部分。附加地或者替代地,侧壁200d的一个或更多个实施例可以包括第二层204,该第二层204仅在增强热塑性袋的内部或外部包括环轧部分。此外,在一个或更多个实施方式中,第二层204的环轧部分包括td环轧。替代地,第二层204的环轧部分包括md环轧。
81.图2e-图2f示出了包括延长的褶边裙部206的侧壁200e-200f,该延长的褶边裙部206由第一层202和第二层204两者形成,第一层202和第二层204从褶边密封部210处的相应附接点208c、208d延伸到褶边裙部密封部222处的相对应的附接点218c、218d。第一层202和第二层204的顶部边缘205a、205b延伸到褶边裙部密封部222下方,褶边裙部密封部222在相应的附接点218c、218d处将两个顶部边缘205a、205b固定到第一层202的内表面。因此,在一
个或更多个实施例中,延长的褶边裙部206包括第一层202和第二层204。
82.此外,如上所述,第一层202和第二层204可以包括各种厚度。在一个或更多个实施方式中(例如,对于侧壁200e、200f),第一层202具有与第二层204等同(或基本等同)的厚度。
83.在一个或更多个实施方式中,第一层202和第二层204(例如,如图2f的侧壁200f所示)都包括抓取区220和褶边通道区域216处的环轧部分。侧壁200f的其他实施例可以包括第一层202和第二层204,第一层202和第二层204包括仅在抓取区220或仅在褶边通道区域216处的环轧部分。附加地或者替代地,侧壁200f的一个或更多个实施例可以包括第一层202和第二层204,该第一层202和第二层204仅在增强热塑性袋的内部或外部包括环轧部分。此外,在一个或更多个实施方式中,第一层202和第二层204的环轧部分包括td环轧。替代地,第一层202和第二层204的环轧部分包括md环轧。
84.参照图2g的实施例,抓取区220处的侧壁200g包括形成在增强热塑性袋的外表面上的延长的褶边裙部206。特别地,延长的褶边裙部206由从褶边密封部210处的附接点208b延伸到褶边裙部密封部222处的附接点218a的第一层202形成。第一层202的顶部边缘205a延伸到褶边裙部密封部222下方,褶边裙部密封部222在附接点218a处将顶部边缘205a固定到第一层202的外表面。附接点218a是沿着褶边裙部密封部222的最外附接点,并且被定位在褶边裙部密封部222处关于相应的第一层202和第二层204的附接点218b、218c(按此顺序)附近。相反,第二层204的顶部边缘205b基本上不延伸超过褶边密封部210,其中顶部边缘205b在附接点208b处固定到第一层202的外表面。因此,在一个或更多个实施例中,延长的褶边裙部206形成在增强热塑性袋的外表面上,并且包括第一层202而不是第二层204。
85.如上所述,增强热塑性袋的每个单独的膜层本身可以包括单层或多层。例如,上面参照
86.图2a-图2g描述的第一层202和/或第二层204中的每一个可以单独包括单个层或多个层。
87.图3a-图3c示出了根据一个或更多个实施例的用于热塑性膜的非连续层压结构中的各种膜。在这些或其他实施例中,图3a-图3c的膜可以包括不同的材料组成和功能材料特性。具体地,图3a示出了单层302的膜300a。在另一实施方式中,如图3b所图示,膜300b可以具有两层(即,双层膜)。具体地,膜300b可以包括第一层302a和第二层302b。第一层302a和第二层302b可以可选地包括不同等级的热塑性材料或包括不同的添加剂,包括聚合物添加剂。
88.在又一实施方式中,如图3c所示,膜300c可以包括三层(即,三层膜)。例如,图3c示出了膜300c可以包括第一层302c、第二层302d和第三层302e。膜300c(三层膜)可以包括a:b:c构造,其中所有三层在规格、成分、颜色、透明度或其他特性中的一个或更多个方面不同。替代地,膜300c(三层膜)可以包括a:a:b结构或a:b:a结构,其中,两个层具有相同的成分、颜色、透明度或其他特性。在a:a:b结构或a:b:a结构中,a层可以包括相同的规格或不同的规格。例如,在a:a:b结构或a:b:a结构中,膜可以包括20:20:60、40:40:20、15:70:15、33:34:33、20:60:20、40:20:40或其他比率的层比率。
89.示例控制膜包括三层b:a:b结构,其中层的比率可以是20:60:20。外部b层(即302c、302e)可以包括密度为0.918的己烯lldpe和密度为0.920的茂金属lldpe的混合物。内
部a芯层(302d)可以包括密度为0.918的己烯lldpe、密度为0.918的丁烯lldpe、以及由垃圾袋再生的树脂的混合物。
90.在另一个示例中,膜300c是共挤压的三层b:a:b结构,其中层的比率是15:70:15。b:a:b结构还可以可选地具有大于20:60或小于15:70的b:a比率。在一个或更多个实施方式中,lldpe可占膜300c中总热塑性材料的50%以上。
91.如前所述,本文公开的增强热塑性袋的一种或更多种实施方式包括形成具有不同材料成分和功能材料特性的热塑性膜的非连续层压结构。例如,本公开的增强热塑性袋可以包括多个膜,这些膜具有由不同材料成分提供的不同功能益处。例如,根据一个或更多个实施例,图4示出了具有不同材料成分和功能材料特性的热塑性膜的非连续层压结构。如图4所示,具有不同材料成分和功能材料特性的非连续层压结构400包括第一膜402和第二膜404。第一膜402和第二膜404中的每一个可以包括上述膜300a-300c中的任何一个或者具有多于三层的膜。
92.第一膜402包括具有第一材料成分的膜,并且第二膜可以包括不同于第一材料成分的第二材料成分。例如,第一膜402可以包括以下中的一种:控制膜、耐磨膜、坚韧膜、可拉伸膜、抗冲击膜、高拉伸强度膜、提供不同功能益处的膜、或提供前述功能益处的组合的膜。第二膜404可以包括控制膜、耐磨膜、坚韧膜、可拉伸膜、抗冲击膜、高拉伸强度膜、提供不同功能益处的膜、或提供前述功能益处的组合的膜中的另一种(即,不同于第一膜402的膜)。
93.如上所述,非连续层压结构400的第一膜402和第二膜404可以包括非连续结合在一起的热塑性膜。例如,图4还示出了非连续层压结构400的第一膜402非连续地结合到第二膜404。特别地,非连续层压结构400可以包括结合部或结合区域406和未结合区域408。例如,图4示出了非连续层压结构400的第一膜402和第二膜404在结合区域406处层压在一起。此外,结合区域406被未结合区域408分开,如在图4中第一膜402和第二膜404之间的间隙所示。
94.此外,第一膜402和第二膜404可以被递增地拉伸(尽管图4仅示出第一膜402被递增地拉伸)。例如,图4示出了第一膜402包括交替的一系列较薄的幅材410,该交替的一系列较薄的幅材410包括与较厚的肋412相邻的拉伸(或被拉伸较多的)区域,较厚的肋412包括未拉伸(或被拉伸较少的)区域。如下面更详细解释的,制造商可以使用一个或更多个环轧或结构化类弹性成形来递增拉伸第一膜402。
95.特别地,图4示出了结合区域406与较厚的肋412对齐并与较厚的肋412共同延伸。根据本文公开的内容,人们将理解本发明并不限于此。例如,在替代实施例中,结合区域406与较厚的肋412对齐但不与较厚的肋412共同延伸。在更进一步的实施例中,结合区域406可以交叉或以其他方式与较厚的肋412交界,但可以不与较厚的肋412对齐或共同延伸。在其他实施例中,结合区域406可以不与较厚的肋412交界。
96.如上所述,本公开的增强热塑性袋可以包括递增拉伸和非连续结合的部分(和不递增拉伸和非连续结合的部分)。图5示出了根据一个或更多个实施例的实现延长的褶边裙部502的增强热塑性袋500。例如,图5示出了包括具有不同材料成分和功能材料特性的热塑性膜的增强热塑性袋500,其中上部504和下部506不增量拉伸或非连续结合。因此,上部504和下部506的平均规格或厚度可以大于包括宏观和微观结合图案505、507的中间部分的平均规格或厚度。
97.附加地或者替代地,延长的褶边裙部502在褶边密封部501和褶边裙部密封部503之间的上部504处提供额外的材料(例如,使得上部504的平均规格或厚度大于中部和/或下部506)。在这些或其他实施例中,延长的褶边裙部502可以与图1的延长的褶边裙部130和/或图2a-图2g的延长的褶边裙部206相同或相似。在一个或更多个实施例中,上部504和下部506中的每一个的高度在1/16英寸和8英寸之间,并且长度从侧密封部508延伸到侧密封部510。在其他实施例中,上部504和下部506的高度都在1英寸和4英寸之间。在一个或更多个实施例中,上部504和下部506的高度相等。在替代实施例中,上部504和下部506的高度不相等。
98.此外,如图5所示,在一个或更多个实施例中,褶边裙部密封部503包括图案化密封部。例如,在一个或更多个实施例中,不是传统的热密封,褶边裙部密封部503包括用于将褶边裙部502的端部固定到侧壁的内部的一种或另一种方式。例如,褶边裙部密封部503可以包括接触区域的图案,例如在2020年3月23日提交的pct/us2020/24143中描述的那些,并且pct/us2020/24143通过引用以其整体并入本文。在这样的实施例中,图案褶边裙部密封部503包括延长的褶边裙部502和袋的侧壁之间视觉上不同的接触区域的图案。当从多膜热塑性袋的第一热塑性膜侧观察时,视觉上不同的接触区域的图案具有不同于延长的褶边裙部502的未结合部分的第二外观。此外,视觉上不同的接触区域被构造成在受到剥离力时在第一热塑性膜或第二热塑性膜失效之前分离。此外,延长的褶边502在接触区域中的部分是平的且未变形的。
99.在替代实施例中,褶边裙部密封部503可以包括冷变形结合部,例如通过环轧、结构化类弹性成形、压花或压力和嵌入一个或更多个膜中的增粘剂的组合形成的结合部。此外,褶边裙部密封部503可以包括经由粘合剂结合、压力结合、超声波结合、电晕层压等中的一种或更多种形成的结合部。在另外的实施例中,褶边裙部密封部503可以包括分立的热密封部的图案。在任何情况下,在一个或更多个实施例中,褶边裙部密封部503可以包括与褶边密封部501不同的结合机构。
100.虽然图5示出了在侧壁的层之间具有单一结合图案的增强热塑性袋,但是其他实施方式包括多个不同的结合图案。特别地,制造商可以通过在袋的不同区域提供膜之间具有不同结合图案来定制具有不同特性的袋的不同区域。例如,图6示出了根据一个或更多个实施例实现延长的褶边裙部502的增强热塑性袋600。在这些或其他实施例中,图6的增强热塑性袋600包括具有不同材料成分和功能材料特性的热塑性膜。特别地,增强热塑性袋600包括在第一区域602中以第一结合图案(围栏式菱形图案)布置的热塑性膜和在第二区域604中以第二结合图案(例如,具有嵌套菱形的球根图案)布置的热塑性膜。此外,与图5的增强热塑性袋500一样,增强热塑性袋600包括没有结合的上部504和下部506。
101.在一个或更多个实施方式中,图6的增强热塑性袋600包括延长的褶边裙部502,该延长的褶边裙部502在褶边密封部501和褶边裙部密封部503之间的上部504处提供附加材料。例如,延长的褶边裙部502在上部504提供附加材料,使得上部504的平均规格或厚度大于第一区域602、第二区域604和/或下部506。
102.如图6所示,侧壁包括宏观图案(例如,球根图案)中的第一多个凸起的肋状元件606a和微观图案(例如,四个菱形)中的第二多个凸起的肋状元件606b。如图所示,在微观图案中的第二多个凸起的肋状元件606b被嵌套在宏观图案内。此外,增强热塑性袋600包括幅
材区域608a、608b。
103.围栏式菱形图案可以包括被布置成菱形图案的凸起肋状元件,其中菱形边的交叉点是圆形的,而不是以角结束。如上所述,围栏式菱形图案还可以包括其中第一层和第二层是分离的、分立的层(例如,在单个层内)的幅材区域。
104.如图6所示,在一个或更多个实施方式中,将褶边密封部501的端部505固定到袋600的侧壁的褶边裙部密封部503可以包括由以菱形图案布置的凸起肋状元件形成的结合部,该凸起肋状元件在第一区域602中将侧壁的层固定在一起。换句话说,在褶边裙部密封部503处,侧壁的第一层和第二层通过以菱形图案布置的凸起肋状元件的结合部而固定到褶边裙部的端部505。此外,凸起肋状元件的图案可以延伸到延长的褶边裙部501下方,并在延长的褶边裙部502下方将侧壁的层固定在一起。
105.本发明的一个或更多个实施方式还可以包括形成具有延长的褶边裙部的热塑性膜的非连续层压袋的方法。根据一个或更多个实施例,图7和伴随的描述描述了这样的方法。当然,作为预备事项,本领域普通技术人员将认识到,可以修改本文详细解释的方法。例如,可以省略或扩展所描述的方法的各种动作,可以包括附加的动作,并且可以根据需要改变所描述的方法的各种动作的顺序。
106.本发明的一个或更多个实施方式还可以包括形成具有延长的褶边裙部的热塑性膜的非连续层压袋的方法。根据一个或更多个实施例,图7中的过程700和伴随的描述描述了这样的方法。当然,作为预备事项,本领域普通技术人员将认识到,可以修改本文详细解释的方法。例如,可以省略或扩展所描述的方法的各种动作,可以包括附加的动作,并且可以根据需要改变所描述的方法的各种动作的顺序。
107.如图7中的过程700所示,生产可以通过从卷702展开第一热塑性材料的第一连续幅材或膜704并沿着机器方向推进膜704来开始。膜704可以具有垂直于机器方向的宽度706。在其他制造环境中,膜704可以以其他形式被提供,或者甚至直接从热塑性成形过程中挤压。
108.另外示出了,过程700包括从卷708展开第二热塑性材料的第二连续幅材或膜710,并沿着机器方向推进膜710。在一些实施例中,膜710的第二热塑性材料与膜704的第一热塑性材料相同或相似。在其他实施例中,膜704、710包括不同的材料成分和/或不同的材料特性(无论是功能性的和/或美学的方面)。
109.在将膜710推进通过环辊714之前,膜710包括初始宽度712。在经由环辊714执行环轧操作之后,膜710包括宽度716。宽度716大于初始宽度712,因为环辊714递增地拉伸膜710的部分(例如,随后成为增强热塑性袋中侧壁层的顶部边缘的部分)。在一个或更多个实施例中,宽度716相对于初始宽度712大大约2英寸、大大约4英寸、大大约6英寸、大大约10英寸或另外的合适的宽度增加。
110.在一个或更多个实施方式中,环辊714是相互啮合的辊,包括赋予结合图案的特定设计(例如,如关于前述图所述)。在这种情况下,环辊714包括在环辊714的由平的中间部分分开的相对端处的相互啮合部分。为了促进结合模式,环辊714可以由例如液压致动器推压或引导彼此抵靠。环辊714被压在一起的压力可以在从30psi(2.04atm)到100psi(6.8atm)的第一范围内、在从60psi(4.08atm)到90psi(6.12atm)的第二范围内、以及在从75psi(5.10atm)到85psi(5.78atm)的第三范围内。在一个或更多个实施方式中,压力可以是约
80psi(5.44atm)。
111.在对膜710执行环轧操作之后,膜710和膜704都被送入用于执行折叠操作718的折叠机构中。在折叠操作718中,膜704、710被折叠(例如,对折)以形成增强热塑性袋的底部折叠部和两个多层侧壁。如图7所示,增强热塑性袋的一个多层侧壁包括对应于膜710的顶部边缘720和对应于膜704的顶部边缘722。顶部边缘722以虚线表示膜704在折叠操作718之后成为增强热塑性袋的内层。此外,相对侧壁(未示出)包括相同或相似的构造。
112.在操作724,执行褶边折叠,其中将每个多层侧壁的顶部边缘折叠到增强热塑性袋的相对应的内表面上,从而形成褶边通道并包住拉带。因此,由于折边,增强热塑性袋的宽度减小。为了说明,图7示出顶部边缘720、722向内折叠到增强热塑性袋的内表面上。一旦折叠,膜710的顶部边缘720延伸超过膜704的顶部边缘722(例如,几英寸)。
113.此外,在操作724,一个或更多个褶边密封部在顶部边缘720、722翻折时固定顶部边缘720、722。特别地,褶边密封部闭合拉带被设置在其中的褶边通道。这样,褶边密封部将两个顶部边缘720、722附连到增强热塑性袋的内表面。顶部边缘722的一部分从褶边密封部向外延伸,形成长度约1/4英寸、约1/2英寸、约1英寸或约2英寸的褶边裙部。在褶边裙部的端部下方(例如,朝向底部折叠部),褶边裙部密封部将膜710的顶部边缘720附连到增强热塑性袋的内表面。以这种方式,通过延伸超过由顶部边缘722形成的褶边裙部(例如,几英寸,例如三至七英寸)的顶部边缘720形成延长的褶边裙部。
114.在这些或其他实施例中,褶边密封部和褶边裙部密封部可以经由粘合剂结合、压力结合、压力与嵌入在一个或更多个膜中的增粘剂的组合、超声波结合、电晕层压等中的一种或更多种来形成。此外,尽管不是必需的,但可以(例如,根据延长的褶边裙部的期望长度)形成多个褶边裙部密封部。此外,在一些实施例中,褶边裙部密封部和/或褶边密封部可以根据特定的图案或美学设计构造形成(例如,有助于视觉上指示对抓取区的增强)。
115.在操作726,以与生产褶边密封部和褶边裙部密封部相同或相似的方式垂直于机器方向产生侧密封部。特别地,侧密封部将包括膜704、710的多层侧壁联接在一起。在一个或更多个实施方式中,侧密封部还固定由相应的顶部边缘722、720形成的褶边裙部和延长的褶边裙部。
116.随后,增强热塑性袋可以缠绕成用于包装和分配的卷728。在这些或其他实施例中,增强热塑性袋可以被穿孔(例如,通过穿孔设备)以便于增强热塑性袋的更容易分开。附加地或者替代地,增强热塑性袋可以被切割设备完全分开,并以交错的方式缠绕成用于包装和分配的卷728。
117.在不脱离本公开的范围的情况下,可以对参照附图示出和描述的实施例进行修改、添加或省略。例如,在一个或更多个实施例中,附加的或替代的热塑性膜、延长的褶边裙部层、褶边裙部密封部等在可以明确被示出或描述的其他不同实施例中,以任何合适的构造实现。此外,在一些实施例中,膜的两个顶部边缘都是环轧的,而不是如图7所示的仅一个膜。在其他实施例中,没有一个膜是环轧的。类似地,可以执行附加的或替代的过程,例如非连续层压过程,包括粘合剂结合、超声波结合、热结合、压花、环轧、结构化类弹性成形、压力结合以及嵌入在第一热塑性膜或第二热塑性膜中的至少一者中的增粘剂的组合、以及它们的组合。
118.附加地或者替代地,尽管在图7中没有示出,膜704、710可以以多种方式(例如,在
卷702、708卷绕之前或展开之后)进行挤压。在一些实施例中,膜704、710被挤压成具有相等的宽度。在其他实施例中,膜704、710中的一个被挤压成比另一个具有更大的膜宽度。在一些情况下,膜704、710中的一个可以随后被环轧以匹配另一个膜的膜宽度或超过另一个膜的膜宽度。因此,本文设想了制造用于增强热塑性袋的膜704、710的许多合适组合。
119.根据常规实践,图中所示的各种特征可能未按比例绘制。本公开中呈现的图示并不意味着任何特定装置(例如,设备、系统等)的实际视图或方法,而仅仅是用于描述本公开的各种实施例的理想化表示。因此,为了清晰起见,各种特征的尺寸可以任意扩展或减小。此外,为了清晰起见,可能简化了一些附图。因此,附图可能没有描绘给定装置(例如,设备)的所有部件或特定方法的所有操作。
120.在本文中特别是在所附权利要求(例如,所附权利要求的主体)中使用的术语通常作为“开放式”术语(例如,术语“包括”应被解释为“包括但不限于”,术语“具有”应被解释为“至少具有”,术语“包含”应被解释为“包含但不限于”等)。
121.另外,如果意图表达具体数量的引入的权利要求陈述,则这种意图将在权利要求中明确陈述,并且在没有这种陈述的情况下,不存在这种意图。例如,为了辅助理解,以下所附的权利要求可包含对引导性短语“至少一个”和“一个或更多个”的使用,以引入权利要求叙述。然而,这样的短语的使用不应理解为暗含通过不定冠词“一(a)”或“一个(an)”引入权利要求陈述会将包含这样的引入的权利要求陈述的任何具体权利要求限制到包含仅一个这样的陈述的实施方案中,甚至在相同的权利要求包括前置词“一个或更多个”或“至少一个”以及不定冠词诸如“一”或“一个”时也是如此(例如,“一”和/或“一个”应解释为意指“至少一个”或“一个或更多个”);这对于使用定冠词来引入权利要求陈述同样适用。
122.另外,即使明确陈述了特定数量的引入的权利要求陈述,本领域技术人员将认识到,此类陈述应被解释为至少意指所陈述的数量(例如,没有其他修饰语的“两个陈述物”的最基本的陈述(bare recitation),意指至少两个陈述物,或者两个或更多个陈述物)。此外,在使用类似于“a、b和c等中的至少一个”或“a、b和c等中的一个或更多个”的约定的情况下,一般来说,这种结构旨在包括单独的a、单独的b、单独的c、a和b一起、a和c一起、b和c一起或a、b和c一起等。例如,术语“和/或”的使用旨在以这种方式解释。
123.此外,无论是在说明书、权利要求书还是附图中,呈现两个或更多个替代术语的任何析取词或短语都应该被理解为考虑包括术语中的一个、术语中的任一个或两个术语的可能性。例如,短语“a或b”将被理解为包括“a”或“b”或者“a和b”的可能性。
124.然而,这样的短语的使用不应理解为暗含通过不定冠词“一”或“一个”引入权利要求陈述会将包含这样的引入的权利要求陈述的任何具体权利要求限制到包含仅一个这样的陈述的实施方案中,甚至在相同的权利要求包括前置词“一个或更多个”或“至少一个”以及不定冠词诸如“一”或“一个”时也是如此(例如,“一”和/或“一个”应解释为意指“至少一个”或“一个或更多个”);这对于使用定冠词来引入权利要求陈述同样适用。
125.此外,术语“第一”、“第二”、“第三”等的使用,在本文不一定用来暗示元素的特定顺序或数量。通常,术语“第一”、“第二”、“第三”等被用于作为通用标识符来区分不同的元素。缺乏表明术语“第一”、“第二”、“第三”等隐含特定的顺序,这些术语不应被理解为隐含特定的顺序。此外,缺席表明术语“第一”、“第二”、“第三”等意味着特定数量的元素,这些术语不应被理解为意味着特定数量的元素。例如,第一小部件可以被描述为具有第一侧,而第
二小部件可以被描述为具有第二侧。关于第二小部件的术语“第二侧”的使用可能是为了将第二小部件的该侧与第一小部件的“第一侧”区分开来,而不是意味着第二小部件具有两个侧。
126.本文所述的所有示例和条件语言旨在用于教导目的,以帮助读者理解推进本领域的本发明人所贡献的发明和构思,并且应被解释为不限于这些具体描述的示例和条件。尽管已经详细描述了本公开的实施例,但是应该理解,在不脱离本公开的精神和范围的情况下,可以对本公开进行各种改变、替换和变更。
当前第1页1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!