一种电泳涂装装置的制作方法-j9九游会真人
1.本实用新型属于汽车配件加工技术领域,特别是涉及一种电泳涂装装置。
背景技术:
2.授权公告号为cn217664275u的中国专利公开了一种汽车配件用电泳涂装装置,其通过挂钩将待加工汽车配件固定,启动吊索装置,调节汽车配件的高度,随后启动电机,使得电机带动螺纹杆转动,螺纹杆顺着螺纹滑套的内壁转动,使得螺纹滑套顺着固定滑轨的内壁进行移动,从而带动该汽车配件移动,随后将汽车配件放入加工池中,加工处理后,将汽车配件通过吊索装置上拉,启动电机将汽车配件吊装至滤网上,使得汽车配件上的水分部分在吊装途中滴落,顺着引流板回到加工池,同时部分水分通过滤网滴落至集水池内,通过闸阀和水泵将集水池内的水进行处理回收。上述装置存在以下弊端:当汽车配件完成电泳后,虽然吊索装置带动汽车配件从加工池转移至滤网上方的过程中汽车配件上的水分滴落,但是若将汽车配件上的水分滴完,可能还需要吊索装置吊着汽车配件在滤网上方等待一段时间,而由于吊索装置在该时间段内被占用,这导致无法再对下一批汽车配件进行电泳处理,从而大大降低了汽车配件的电泳效率。因此,亟待研究一种电泳涂装装置,以便于解决上述问题。
技术实现要素:
3.本实用新型在于提供一种电泳涂装装置,其目的是为了解决上述背景技术中所提出的技术问题。
4.为解决上述技术问题,本实用新型是通过以下技术方案实现的:
5.本实用新型为一种电泳涂装装置,包括水平设置的基座以及固定于基座上表面的电泳槽;所述基座的上表面装设有与电泳槽相对应的第一移动组件;所述第一移动组件上装设有第二移动组件;所述第二移动组件上装设有升降组件;所述升降组件的下部装设有抓取组件;所述抓取组件上抓取有用于搭载汽车配件的悬挂架;所述电泳槽的一相对两上边缘处分别设置有可搭载悬挂架的电泳前放料区域以及电泳后放料区域。
6.作为本实用新型的一种优选技术方案,所述第一移动组件包括一对分别竖直固定于电泳槽相对两侧的支撑架;一所述支撑架的上部水平固定有第一导向杆;所述第一导向杆上滑动套设有第一滑套;另一所述支撑架的上部转动连接有与第一导向杆相平行的第一丝杆;所述第一丝杆的一端同轴固定于一第一伺服电机的输出轴上;所述第一伺服电机固定于另一支撑架上;所述第一丝杆上螺纹配合有与第一滑套相对应的第一丝母。
7.作为本实用新型的一种优选技术方案,所述第二移动组件包括一对分别竖直固定于第一滑套及第一丝母上的第一安装板;两所述第一安装板的下部通过与第一导向杆相垂直的第二导向杆相连接;所述第二导向杆上滑动套设有第二滑套;所述第二滑套的上方平行设置有第二丝杆;所述第二丝杆的两端分别转动连接于两第一安装板的上部上;所述第二丝杆的一端同轴固定于一第二伺服电机的输出轴上;所述第二伺服电机固定于一第一安
装板上;所述第二丝杆上螺纹配合有第二丝母;所述第二丝母与第二滑套之间通过竖直设置的活动板条相连接。
8.作为本实用新型的一种优选技术方案,所述升降组件包括水平固定于活动板条下端的第二安装板;所述第二安装板的上表面并排固定有一对竖直设置的液压缸;所述液压缸的输出端滑动穿插于第二安装板上。
9.作为本实用新型的一种优选技术方案,所述抓取组件包括水平固定于两液压缸输出端上的升降板;所述升降板上固定穿插有电磁铁;所述电磁铁的下方水平设置有相适配的铁片;所述铁片水平固定于悬挂架上。
10.作为本实用新型的一种优选技术方案,所述升降板的下表面对称固定有一对限位凸条;两所述限位凸条分别设置于电磁铁的相对两侧;两所述限位凸条之间形成对悬挂架的限位空间。
11.作为本实用新型的一种优选技术方案,所述悬挂架包括呈“ㄇ”型结构的承载座;所述铁片固定于承载座的中间臂上表面;所述承载座可滑动配合于两限位凸条之间形成的限位空间;所述承载座的相对两侧臂均水平固定有与第二导向杆相平行的悬挂杆;所述悬挂杆上并排套设有承载套;所述承载套上竖直连接有用于搭载汽车配件的挂钩。
12.作为本实用新型的一种优选技术方案,所述电泳前放料区域包括竖直固定于电泳槽一上边缘的第一支撑柱;所述第一支撑柱的上端水平固定有与第一导向杆相平行的第一放料杆;所述承载座可放置于第一放料杆上。
13.作为本实用新型的一种优选技术方案,所述电泳后放料区域包括竖直固定于电泳槽另一上边缘的第二支撑柱;所述第二支撑柱的上端水平固定有与第一导向杆相平行的第二放料杆;所述承载座可放置于第二放料杆上;所述第二放料杆的下方倾斜设置有溜板;所述溜板的下边缘设置于电泳槽的内侧;所述溜板的上边缘通过安装块连接于第二支撑柱上。
14.本实用新型具有以下有益效果:
15.本实用新型通过先将搭载有汽车配件的悬挂架放置于电泳前放料区域处,利用第一移动组件经第二移动组件及升降组件带动抓取组件移动至电泳前放料区域上任意一悬挂架的上方,然后利用升降组件带动抓取组件向下运动,促使抓取组件抓取住其正下方的悬挂架,在升降组件带动抓取组件向上运动至复位后利用第一移动组件带动被抓取的悬挂架运动至电泳槽的上方,然后通过升降组件带动被抓取的悬挂架向下运动至电泳槽的内部,开始对被抓取的悬挂架上的汽车配件进行电泳操作,在此过程中可通过第二移动组件带动被抓取的悬挂架缓慢运动,以提高对汽车配件的电泳效果,待汽车配件完成电泳操作后升降组件带动抓取组件向上运动至复位,然后利用第一移动组件带动被抓取的悬挂架向电泳后放料区域靠近,并将被抓取的悬挂架放置于电泳后放料区域上,重复上述动作,从而实现对多组汽车配件的连续式电泳操作,有效地提高了对汽车配件的电泳效率。
16.当然,实施本实用新型的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
17.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,
对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
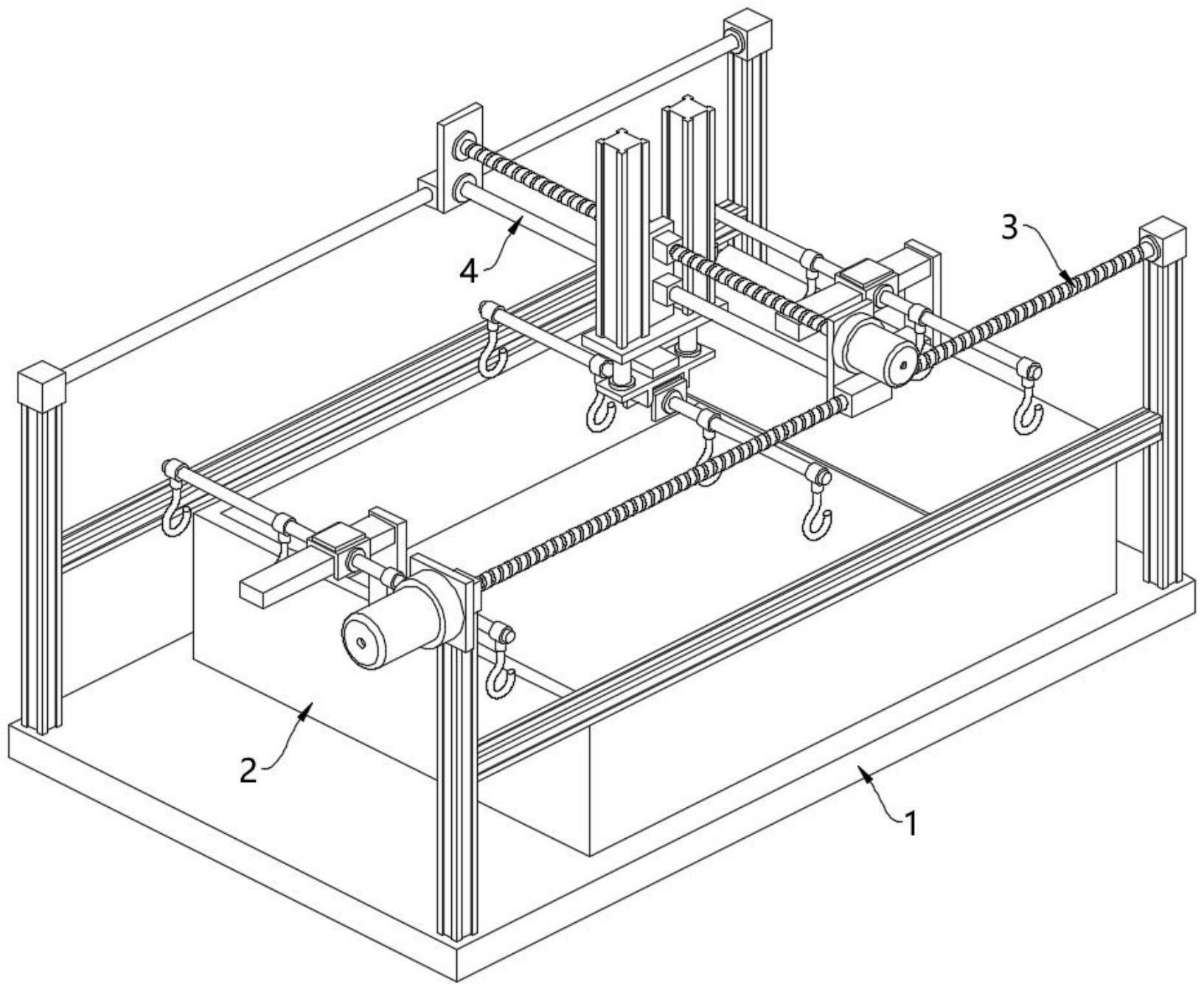
18.图1为本实用新型的一种电泳涂装装置的结构示意图。
19.图2为图1的结构主视图。
20.图3为本实用新型的电泳槽的结构示意图。
21.图4为本实用新型的第一移动组件的结构示意图。
22.图5为本实用新型的第二移动组件的结构示意图。
23.图6为本实用新型的升降组件的结构示意图。
24.图7为本实用新型的悬挂架的结构示意图。
25.附图中,各标号所代表的部件列表如下:
26.1-基座,2-电泳槽,3-第一移动组件,4-第二移动组件,5-升降组件,6-抓取组件,7-悬挂架,8-电泳前放料区域,9-电泳后放料区域,301-支撑架,302-第一导向杆,303-第一丝杆,304-第一滑套,305-第一伺服电机,306-第一丝母,401-第一安装板,402-第二导向杆,403-第二滑套,404-第二丝杆,405-第二伺服电机,406-第二丝母,407-活动板条,501-第二安装板,502-液压缸,601-升降板,602-电磁铁,603-铁片,604-限位凸条,701-承载座,702-悬挂杆,703-承载套,704-挂钩,801-第一支撑柱,802-第一放料杆,901-第二支撑柱,902-第二放料杆,903-溜板,904-安装块。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
28.具体实施例一:
29.请参阅图1-2所示,本实用新型为一种电泳涂装装置,包括水平设置的基座1以及固定于基座1上表面的电泳槽2;电泳槽2为本领域的常规结构;基座1的上表面装设有与电泳槽2相对应的第一移动组件3;第一移动组件3上装设有第二移动组件4;第二移动组件4上装设有升降组件5;升降组件5的下部装设有抓取组件6;抓取组件6上抓取有用于搭载汽车配件的悬挂架7;电泳槽2的一相对两上边缘处分别设置有可搭载悬挂架7的电泳前放料区域8以及电泳后放料区域9。使用时,通过先将搭载有汽车配件(未电泳)的悬挂架7放置于电泳前放料区域8处,利用第一移动组件3经第二移动组件4及升降组件5带动抓取组件6移动至电泳前放料区域8上任意一悬挂架7的上方,然后利用升降组件5带动抓取组件6向下运动,促使抓取组件6抓取住其正下方的悬挂架7,在升降组件5带动抓取组件6向上运动至复位后利用第一移动组件3带动被抓取的悬挂架7运动至电泳槽2的上方,然后通过升降组件5带动被抓取的悬挂架7向下运动至电泳槽2的内部,开始对被抓取的悬挂架7上的汽车配件进行电泳操作,在此过程中可通过第二移动组件4带动被抓取的悬挂架7进行位置调整,以提高对汽车配件的电泳效果,待汽车配件完成电泳操作后升降组件5带动抓取组件6向上运动至复位,然后利用第一移动组件3带动被抓取的悬挂架7向电泳后放料区域9靠近,并将被抓取的悬挂架7放置于电泳后放料区域9上,重复上述动作,从而实现对多组汽车配件的连
续式电泳操作,有效地提高了对汽车配件的电泳效率。
30.具体实施例二:
31.在具体实施例一的基础上如图1及图4所示,第一移动组件3包括一对分别竖直固定于电泳槽2相对两侧的支撑架301;支撑架301呈“h”型结构;一支撑架301的上部水平固定有第一导向杆302;电泳前放料区域8及电泳后放料区域9之间的排布方向与第一导向杆302的长度方向平行设置;第一导向杆302上滑动套设有第一滑套304;另一支撑架301的上部转动连接有与第一导向杆302相平行的第一丝杆303;第一丝杆303的一端同轴固定于一第一伺服电机305的输出轴上;第一伺服电机305固定于另一支撑架301上;第一丝杆303上螺纹配合有与第一滑套304相对应的第一丝母306。使用时,通过第一伺服电机305带动第一丝杆303转动,促使第一丝母306沿第一导向杆302的轴向运动,从而实现被抓取的悬挂架7的直线运动。
32.其中如图4-5所示,第二移动组件4包括一对分别竖直固定于第一滑套304及第一丝母306上的第一安装板401;两第一安装板401的下部通过与第一导向杆302相垂直的第二导向杆402相连接;第二导向杆402上滑动套设有第二滑套403;第二滑套403的上方平行设置有第二丝杆404;第二丝杆404的两端分别转动连接于两第一安装板401的上部上;第二丝杆404的一端同轴固定于一第二伺服电机405的输出轴上;第二伺服电机405固定于一第一安装板401上;第二丝杆404上螺纹配合有第二丝母406;第二丝母406与第二滑套403之间通过竖直设置的活动板条407相固定连接。使用时,通过第二伺服电机405带动第二丝杆404转动,促使第二丝母406沿第二导向杆402的长度方向运动,从而实现对被抓取的悬挂架7进行位置调整。
33.其中如图5-6所示,升降组件5包括水平固定于活动板条407下端的第二安装板501;第二安装板501的上表面并排固定有一对竖直设置的液压缸502;液压缸502为本领域的常规元件;液压缸502的输出端滑动穿插于第二安装板501上。使用时,通过液压缸502带动抓取组件6上下运动,从而实现对被抓取的悬挂架7进行位置调整。
34.其中如图6-7所示,抓取组件6包括水平固定于两液压缸502输出端上的升降板601;升降板601上固定穿插有本领域的常规电磁铁602;电磁铁602的下方水平设置有相适配的铁片603;电磁铁602通电后,铁片603被吸附在电磁铁602的下端面上;铁片603水平固定于悬挂架7上;升降板601的下表面对称固定有一对限位凸条604;两限位凸条604分别设置于电磁铁602的相对两侧;两限位凸条604之间形成对悬挂架7的限位空间。使用时,通过将电磁铁602通电或断电来吸附或者释放铁片603,从而实现对悬挂架7的抓取或释放操作。
35.其中如图7所示,悬挂架7包括呈“ㄇ”型结构的承载座701;铁片603固定于承载座701的中间臂上表面;承载座701可滑动配合于两限位凸条604之间形成的限位空间;承载座701的相对两侧臂均水平固定有与第二导向杆402相平行的悬挂杆702;悬挂杆702上并排固定套设有承载套703;承载套703上竖直连接有用于搭载汽车配件的挂钩704。使用时,通过将汽车配件挂载于挂钩704上,利用承载座701滑动配合于两限位凸条604之间形成的限位空间,并使铁片603吸附在电磁铁602的下端面上,从而实现对悬挂架7的抓取。
36.具体实施例三:
37.在具体实施例二的基础上如图1及图3所示,电泳前放料区域8包括竖直固定于电泳槽2一上边缘的第一支撑柱801;第一支撑柱801的上端水平固定有与第一导向杆302相平
行的第一放料杆802;第一放料杆802的竖直横截面呈矩形结构;承载座701可放置于第一放料杆802上。使用时,当承载座701放置于第一放料杆802上后,承载座701的相对两侧臂分别与第一放料杆802的相对两侧面相抵触,且承载座701的侧臂可与第一放料杆802的侧面滑动配合,从而保证了悬挂架7稳定放置于第一放料杆802上。
38.其中如图1及图3所示,电泳后放料区域9包括竖直固定于电泳槽2另一上边缘的第二支撑柱901;第二支撑柱901的上端水平固定有与第一导向杆302相平行的第二放料杆902;承载座701可放置于第二放料杆902上;第二放料杆902的下方倾斜设置有溜板903;溜板903的倾斜角度可设定为10
°‑
20
°
,本实施例优选15
°
;溜板903的下边缘设置于电泳槽2的内侧;溜板903的上边缘通过安装块904连接于第二支撑柱901上。使用时,当汽车配件完成电泳后,将承载座701放置于第二放料杆902上,此时承载座701的相对两侧臂分别与第二放料杆902的相对两侧面相抵触,且承载座701的侧臂可与第二放料杆902的侧面滑动配合,汽车配件上的水分向下滴落至溜板903上,且水分沿着溜板903的上表面再次回流至电泳槽2内,从而避免了汽车配件上的水分滴在地面上。
39.以上公开的本实用新型优选实施例只是用于帮助阐述本实用新型。优选实施例并没有详尽叙述所有的细节,也不限制该实用新型仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本实用新型的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本实用新型。本实用新型仅受权利要求书及其全部范围和等效物的限制。
当前第1页1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!