一种用于压铸模具的组合式顶出装置的制作方法-j9九游会真人
1.本实用新型涉及压铸模具的技术领域,具体涉及一种用于压铸模具的组合式顶出装置。
背景技术:
2.压铸,或者称压力铸造,是一种金属铸造工艺,它的基本工艺过程是:金属液先低速或高速铸造充型进模具的型腔内,模具有活动的型腔面,它随着金属液的冷却过程加压锻造,既消除毛坯的缩孔缩松缺陷,也使毛坯的内部组织达到锻态的破碎晶粒。毛坯的综合机械性能得到显著的提高。传统的压铸模具的组合式顶出装置在作业过程中不具备顶出机构,在铸件成形后,用户很难将铸件从压铸釜内顶出,会造成毛坯的损坏,影响毛坯性能。
技术实现要素:
3.本实用新型所要解决的技术问题在于克服现有的压铸模具的组合式顶出装置在作业过程中不具备顶出机构,在铸件成形后,用户很难将铸件从压铸釜内顶出,会造成毛坯的损坏,影响毛坯性能的问题。
4.解决上述技术问题采用的技术方案是:
5.一种用于压铸模具的组合式顶出装置,包括装配底盘、顶出机构、控制机构以及压铸机构,所述装配底盘由支撑杆、防滑盘以及安装板组成,所述装配底盘正面设有控制机构,所述控制机构由控制面板、led显示屏以及控制按键组成,所述装配底盘上侧设有顶出机构,所述顶出机构由安装支架、压铸釜、顶出气缸以及顶出板组成,所述装配底盘上设有压铸机构,所述压铸机构由伸缩推杆、支撑板、水箱以及压铸板组成。
6.作为本实用新型的一种优选技术方案,所述装配底盘的安装板下侧设有支撑杆,所述支撑杆下侧设有防滑盘,所述防滑盘下侧粘接了橡胶条,橡胶条能增加防滑盘与地面之间的摩擦力,从而提高设备的稳定性。
7.作为本实用新型的一种优选技术方案,所述顶出机构的顶出气缸设在安装板的安装槽内,所述顶出气缸上设有顶出板,所述安装支架通过螺栓固定在安装板上,所述安装支架上设有压铸釜,所述顶出板与压铸釜同心配合。
8.作为本实用新型的一种优选技术方案,所述安装板上设有控制槽,所述安装板的控制槽上设有控制面板,所述控制面板上设有led显示屏,所述led显示屏旁边设有控制按键,led显示屏能实时显示设备的工作信息,便于用户了解。
9.作为本实用新型的一种优选技术方案,所述压铸机构的伸缩推杆固定在安装板上,所述伸缩推杆上设有支撑板,所述伸缩推杆与支撑板之间设有加强肋板,能有效提高设备的稳定性。
10.作为本实用新型的一种优选技术方案,所述支撑板上设有水箱,所述水箱内设有水泵,用户能通过调节水泵的功率,从而调节冷却水的流速,进而控制设备的冷却效率,所述水箱外侧设有可视窗、注水口以及出水口,可视窗便于用户观察水量,方便用户及时补
充,所述支撑板下侧设有压铸板,所述压铸板通过安装杆与支撑板连接,所述水箱通过连接软管与压铸板连接。
11.本实用新型的有益效果在于:
12.由于本实用新型设有顶出机构,该设备顶出机构的压铸釜与顶出板同心配合,且压铸釜通过安装支架固定在装配底盘上,用户能够根据不同的模具更换不同的安装支架、压铸釜以及顶出板,从而增加设备的实用性,且在压铸完成时,用户通过控制机构启动顶出气缸即可将压铸好的模型顶出,从而减少对铸件的损坏,保证铸件的质量。
附图说明
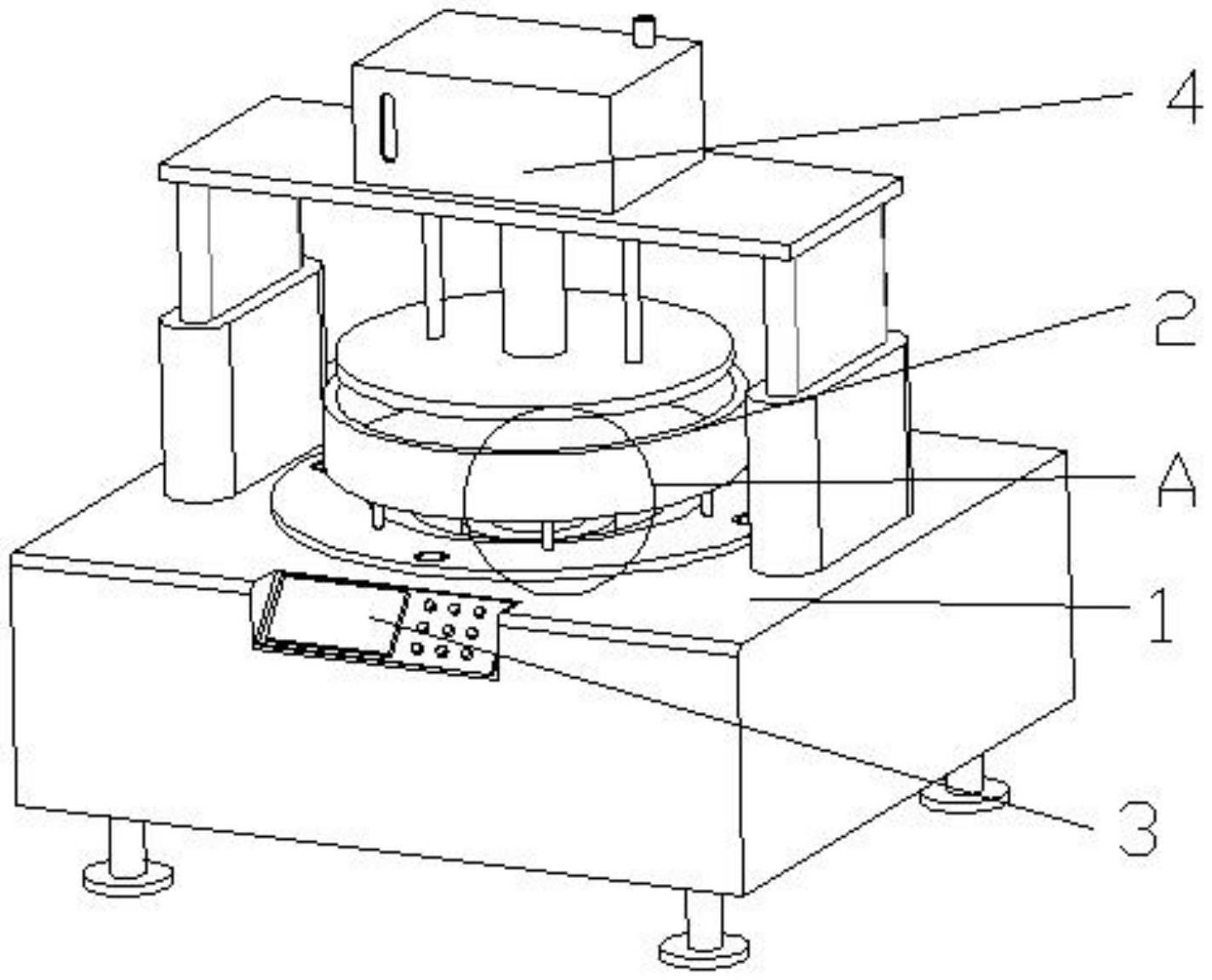
13.图1为本实用新型的结构示意图;
14.图2为本实用新型的正视图;
15.图3为本实用新型的俯视图;
16.图4为图1中a的局部放大视图。
17.图中:1、装配底盘;2、顶出机构;3、控制机构;4、压铸机构;5、支撑杆;6、防滑盘;7、安装板;8、控制面板;9、led显示屏;10、控制按键;11、安装支架;12、压铸釜;13、顶出气缸;14、顶出板;15、伸缩推杆;16、支撑板;17、水箱;18、压铸板。
具体实施方式
18.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
19.因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
21.在本实用新型的上述描述中,需要说明的是,术语“一侧”、“另一侧”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
22.此外,术语“相同”等术语并不表示要求部件绝对相同,而是可以存在微小的差异。术语“垂直”仅仅是指部件之间的位置关系相对“平行”而言更加垂直,并不是表示该结构一定要完全垂直,而是可以稍微倾斜。
23.在图1-4中,本实用新型提供一种技术方案:一种用于压铸模具的组合式顶出装置,包括装配底盘1、顶出机构2、控制机构3以及压铸机构4,装配底盘1由支撑杆5、防滑盘6
以及安装板7组成,装配底盘1正面设有控制机构3,控制机构3由控制面板8、led显示屏9以及控制按键10组成,装配底盘1上侧设有顶出机构2,顶出机构2由安装支架11、压铸釜12、顶出气缸13以及顶出板14组成,装配底盘1上设有压铸机构4,压铸机构4由伸缩推杆15、支撑板16、水箱17以及压铸板18组成。
24.在本实施例的一个方面,该设备顶出机构2的压铸釜12与顶出板14同心配合,且压铸釜12通过安装支架11固定在装配底盘1上,用户能够根据不同的模具更换不同的安装支架11、压铸釜12以及顶出板14,从而增加设备的实用性,且在压铸完成时,用户通过控制机构3启动顶出气缸13即可将压铸好的模型顶出,从而减少对铸件的损坏,保证铸件的质量。
25.在本实施例的一个方面,该设备在工作过程中,由于压铸机构4的支撑板16设有水箱17,用户能在进行铸件冷却时,能通过控制机构3调控水箱17内水泵启动,从而将冷却水通过连接软管与压铸板18连接,提高设备的冷却效果,也提升了铸件的质量。
26.本实用新型的工作原理如下:在压铸前,用户根据压铸要求的不同,选取不同的安装支架11、压铸釜12、压铸板18以及顶出板14,然后将其装配在设备上,在压铸过程中,用户能根据压铸工件的工艺要求,控制水箱17内水泵的冷却水流速,从而控制设备的冷却效率,在压铸板18对工件进行压铸时,冷却水能通过压铸板18对其进行冷却,冷却后,用户能通过控制机构控制顶出气缸13向上伸缩,将压铸釜12内的工件顶出。
27.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
当前第1页1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!