镀敷装饰部件的制造方法、镀敷装饰部件与流程-j9九游会真人
1.本发明涉及实施了镀敷和装饰的镀敷装饰部件的制造方法、镀敷装饰部件。
背景技术:
2.公知一种装饰体的制造方法(参照专利文献1)。在该方法中,对基材实施镀敷,利用研磨材料处理该镀敷面,在镀敷面形成凹凸,之后,进行最终涂装。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开平6-270597号公报
技术实现要素:
6.发明要解决的问题
7.在上述现有的方法中,由于对镀敷面进行研磨处理,因此存在对镀敷面或基材本身造成损伤、镀敷面或最终涂装的耐腐蚀性不充分这样的问题。
8.本发明的目的在于,利用简单的方法来提供耐腐蚀性良好且具有新颖的质感的镀敷装饰部件。
9.用于解决问题的方案
10.上述课题通过以下的本发明来解决。即,本发明(1)的镀敷装饰部件的制造方法具备:
11.镀敷部形成工序,在该工序中,对基材实施镀敷来形成镀敷部;
12.uv固化型墨层形成工序,在该工序中,对所述镀敷部印刷具有透光性的uv固化型墨,形成呈预定形状的立体图案的uv固化型墨层;以及
13.uv照射工序,在该工序中,对所述uv固化型墨层照射uv使之固化。
14.另外,本发明(2)的镀敷装饰部件的制造方法根据(1)所述的镀敷装饰部件的制造方法,还具备底漆层形成工序,在该工序中,在所述镀敷部形成工序之后且是所述uv固化型墨层形成工序之前,对所述镀敷部印刷底漆,在所述镀敷部上形成呈预定的图案的底漆层,
15.在所述uv固化型墨层形成工序中,在呈所述预定的图案的底漆层的上侧形成呈所述预定的图案的uv固化型墨层。
16.另外,本发明(3)的镀敷装饰部件的制造方法根据(1)所述的镀敷装饰部件的制造方法,还具备透明涂装层形成工序,在该工序中,在所述镀敷部形成工序之后且是所述uv固化型墨层形成工序之前,对所述镀敷部实施透明涂装来形成透明涂装层,
17.在所述uv固化型墨层形成工序中,在所述透明涂装层的上侧形成呈所述预定的图案的uv固化型墨层。
18.另外,本发明(4)的镀敷装饰部件的制造方法根据(2)所述的镀敷装饰部件的制造方法,还具备透明涂装层形成工序,在该工序中,在所述镀敷部形成工序之后且是所述uv固化型墨层形成工序之前,对所述镀敷部实施透明涂装来形成透明涂装层,
19.在所述底漆层形成工序中,在所述透明涂装层的上侧形成呈所述预定的图案的底漆层。
20.另外,本发明(5)的镀敷装饰部件的制造方法根据(3)或(4)所述的镀敷装饰部件的制造方法,还具备第2透明涂装层形成工序,在该工序中,在所述uv照射工序之后,在所述uv固化型墨层的上侧实施透明涂装来形成第2透明涂装层。
21.另外,本发明(6)的镀敷装饰部件的制造方法根据(1)~(5)所述的镀敷装饰部件的制造方法,其中,所述uv固化型墨层形成工序通过喷墨方式进行。
22.另外,本发明(7)的镀敷装饰部件的制造方法根据(1)~(6)所述的镀敷装饰部件的制造方法,其中,所述基材为建筑五金。
23.另外,本发明(8)的镀敷装饰部件具备:
24.架构件,其具有第1镀敷部,并且相对于所述第1镀敷部搭挂带状体、筒状体或手指;以及
25.周边构件,其设于所述架构件的附近,且具有第2镀敷部和形成于所述第2镀敷部的表面的、具有透光性的预定形状的立体图案。
26.另外,本发明(9)的镀敷装饰部件根据(8)所述的镀敷装饰部件,其中,所述立体图案由具有透光性的树脂构成。
27.另外,本发明(10)的镀敷装饰部件根据(9)所述的镀敷装饰部件,其中,所述树脂为uv固化型的树脂。
28.另外,本发明(11)的镀敷装饰部件根据(9)或(10)所述的镀敷装饰部件,其中,所述树脂以喷墨方式印刷。
29.另外,本发明(12)的镀敷装饰部件根据(8)~(11)中任一项所述的镀敷装饰部件,其中,所述周边构件具有在所述立体图案的上侧覆盖所述立体图案的透明涂装层。
30.另外,本发明(13)的镀敷装饰部件根据(8)~(12)中任一项所述的镀敷装饰部件,其中,所述周边构件构成所述架构件的支承部。
31.另外,本发明(14)的镀敷装饰部件根据(8)~(13)中任一项所述的镀敷装饰部件,其中,所述周边构件是覆盖搭挂于所述架构件的所述筒状体的罩。
32.另外,本发明(15)的镀敷装饰部件根据(8)~(14)中任一项所述的镀敷装饰部件,其中,所述架构件和所述周边构件中的至少一者为建筑五金。
33.发明的效果
34.根据本发明,能够利用简单的方法来提供耐腐蚀性良好且具有新颖的质感的镀敷装饰部件。
附图说明
35.图1是表示第1实施方式的镀敷装饰部件的俯视图。
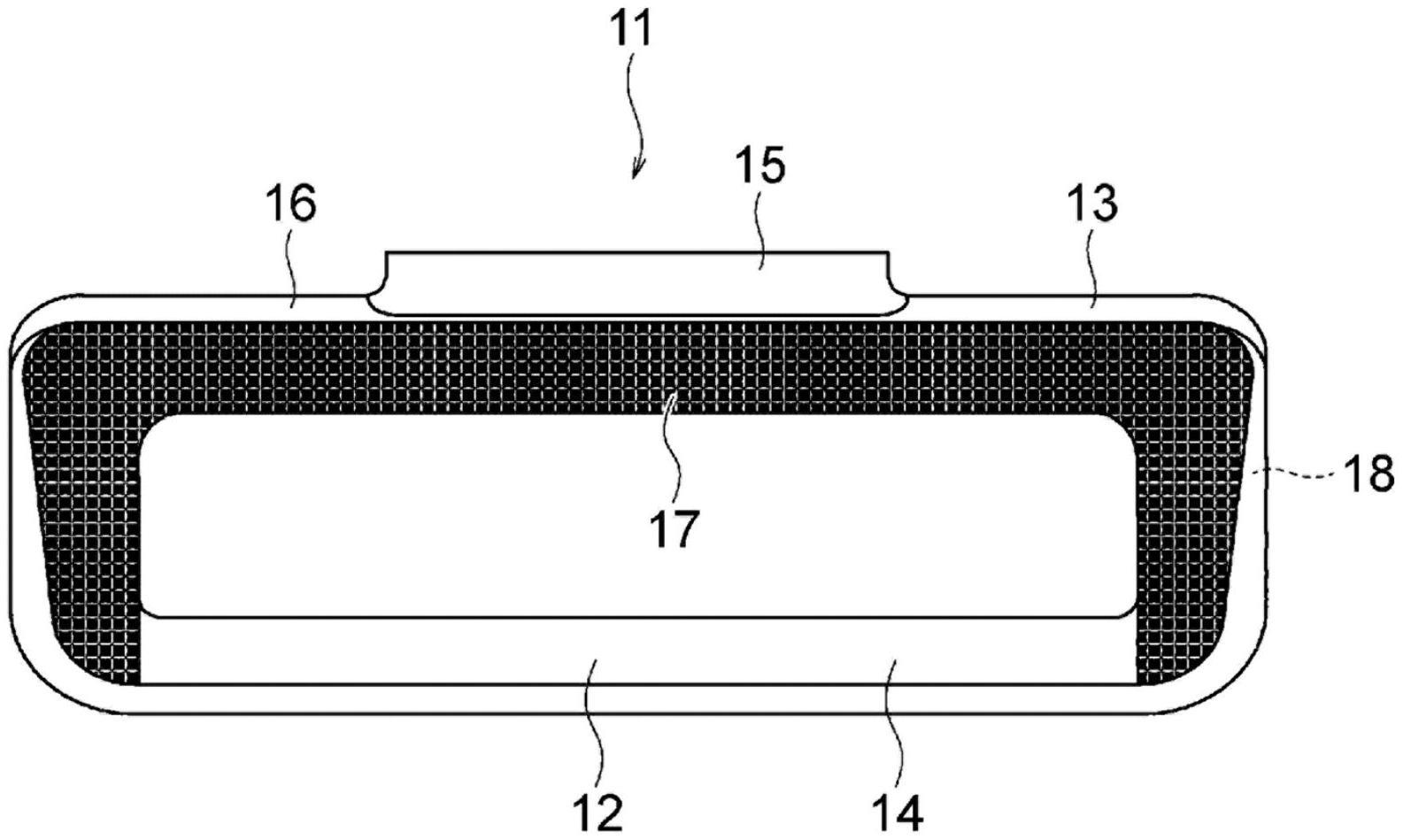
36.图2是图1所示的镀敷装饰部件的主视图。
37.图3是图1所示的镀敷装饰部件的仰视图。
38.图4是图1所示的镀敷装饰部件的左视图。
39.图5是图1所示的镀敷装饰部件的后视图。
40.图6是表示第2实施方式的镀敷装饰部件的俯视图。
41.图7是图6所示的镀敷装饰部件的主视图。
42.图8是表示第3实施方式的镀敷装饰部件的俯视图。
43.图9是图8所示的镀敷装饰部件的主视图。
44.图10是图8所示的镀敷装饰部件的仰视图。
45.图11是图8所示的镀敷装饰部件的左视图。
46.图12是图8所示的镀敷装饰部件的后视图。
47.图13是表示第4实施方式的镀敷装饰部件的俯视图。
48.图14是表示第5实施方式的镀敷装饰部件的俯视图。
49.图15是图14所示的镀敷装饰部件的主视图。
50.图16是图14所示的镀敷装饰部件的仰视图。
51.图17是图14所示的镀敷装饰部件的左视图。
52.图18是图14所示的镀敷装饰部件的右视图。
53.图19是图14所示的镀敷装饰部件的后视图。
54.图20是图14所示的镀敷装饰部件的使用样态图。
55.图21是表示第6实施方式的镀敷装饰部件的俯视图。
56.图22是图21所示的镀敷装饰部件的主视图。
57.图23是表示第7实施方式的镀敷装饰部件的俯视图。
58.图24是图23所示的镀敷装饰部件的主视图。
59.图25是图23所示的镀敷装饰部件的仰视图。
60.图26是图23所示的镀敷装饰部件的左视图。
61.图27是图23所示的镀敷装饰部件的右视图。
62.图28是图23所示的镀敷装饰部件的后视图。
63.图29是表示第8实施方式的镀敷装饰部件的俯视图。
具体实施方式
64.以下参照附图来说明镀敷装饰部件的实施方式。镀敷装饰部件例如被用作设置在建筑物内的建筑五金,例如小型的毛巾架、大型的毛巾架、厕纸架、门把手或其他。
65.[第1实施方式]
[0066]
参照图1~图5,对第1实施方式的镀敷装饰部件11进行说明。图1是镀敷装饰部件11的俯视图。图2是镀敷装饰部件11的主视图。图3是镀敷装饰部件11的仰视图。图4是镀敷装饰部件11的左视图。图5是镀敷装饰部件11的后视图。镀敷装饰部件11的右视图与图4所示的左视图对称,因此省略图示。
[0067]
镀敷装饰部件11例如被用作建筑五金,更详细而言,被用作小型的毛巾架。
[0068]
镀敷装饰部件11具备架构件12和设于架构件12附近的周边构件13。在本实施方式中,架构件12和周边构件13如图1所示,形成为在横向上细长的一体的环形形状。
[0069]
架构件12呈剖面大致四边形的杆状,能够将毛巾等带状体相对于其进行搭挂。架构件12具有对其表面进行了镀敷加工的第1镀敷部14。第1镀敷部14可以是镀镍部、镀锡-钴部、镀铬部中的任一者。
[0070]
周边构件13与架构件12相邻地设置。周边构件13呈大致字母u形,构成了在横向上
细长的一体的环形形状中的、除架构件12以外的部分。周边构件13构成了支承架构件12的支承部。周边构件13具有用于安装于建筑物壁面的安装部15。如图4所示,周边构件13以随着远离安装于建筑物壁面的安装部15而其设置高度降低的方式倾斜地形成。
[0071]
周边构件13具有第2镀敷部16和形成于第2镀敷部16的表面且是周边构件13的上表面的、具有透光性的立体图案17。第2镀敷部16可以是镀镍部、镀锡-钴合金部、镀铬部中的任一者。
[0072]
立体图案17由uv固化型的树脂构成。在本实施方式中,立体图案17呈将无数个方形的片材以格子状铺满这样的形态,能够将第2镀敷部16所产生的金属光泽向预定方向反射。因此,本实施方式的立体图案17具有金属光泽,并且能够发挥具有瓷砖风格的外观的独特且新颖的质感。
[0073]
关于立体图案17的种类,能够在连接于后述的喷墨打印机的计算机(pc)上适当地编辑。因此,立体图案的几何形状并不限定于上述瓷砖风格,而是能够采用任意的几何形状。
[0074]
对本实施方式的镀敷装饰部件11的作用进行说明。在本实施方式中,周边构件13在从毛巾等带状体所搭挂的架构件12离开的位置处作为架构件12的支承部而被设置。因此,带状体不会搭挂于该部分,防止因带状体的接触和摩擦导致的立体图案17的剥离。
[0075]
对本实施方式的镀敷装饰部件11的制造方法进行说明。在本实施方式的镀敷装饰部件11的制造方法中,大致具有镀敷部形成工序、透明涂装层形成工序以及印刷工序这3个工序。并且,作为任意的工序,具有在印刷工序之后进行的第2透明涂装层形成工序。
[0076]
在镀敷部形成工序中,对由钢等材料形成的建筑五金的基材18实施镀敷,形成架构件12的第1镀敷部14和周边构件13的第2镀敷部16。用作镀敷的材料选择镍镀料、锡-钴合金镀料、铬镀料中的任一者。
[0077]
在镀镍部的形成过程中,形成99.9质量%浓度以上的cu的层来作为基底镀敷部,在其上侧形成99.9质量%浓度以上的ni的层来作为最终镀敷部。
[0078]
在镀锡-钴合金部的形成过程中,形成99.9质量%浓度以上的cu的层来作为基底镀敷部,还在其上侧形成99.9质量%浓度以上的ni的层来作为基底镀敷部。在镀锡-钴合金部的制作过程中,在其基底镀敷部的上侧形成60~65质量%浓度的sn和35~40质量%浓度的co的合金的层来作为最终镀敷部。
[0079]
在镀铬部的形成过程中,形成99.9质量%浓度以上的cu的层来作为基底镀敷部,还在其上侧形成99.9质量%浓度以上的ni的层来作为基底镀敷部。在镀铬部的制作过程中,在其基底镀敷部的上侧形成99.9质量%浓度以上的cr的层来作为最终镀敷部。
[0080]
对在镀敷形成工序中形成的第1镀敷部14和第2镀敷部16中的、与周边构件13对应的第2镀敷部16进行形成透明涂装层的透明涂装层形成工序。除第2镀敷部16以外,也可以对与架构件12对应的第1镀敷部14进行透明涂装层形成工序。透明涂装能够使用具有透光性的各种树脂材料。在透明涂装层形成工序中,例如能够利用喷涂方式相对于第2镀敷部16形成透明涂装层。作为透明涂装层的材料,例如,适合使用具有透光性的热固化型丙烯酸树脂、聚氨酯树脂等。热固化型丙烯酸树脂例如能够使用大丰涂料株式会社制造的热固化型丙烯酸树脂,其商品名为ga
ハード
。此外,当在镀敷形成工序中形成的镀敷部由上述铬镀料构成时,由于会确保充分的耐剥落性,因此不需要本透明涂装层形成工序,能够对第2镀敷
部16直接进行接下来的印刷工序。
[0081]
印刷工序包含脱脂工序、底漆层形成工序以及uv固化型墨层形成工序。在脱脂工序中,利用脱脂材料例如
ダッシアース
(株式会社关西
モリッツ
制造)对由透明涂装层或第2镀敷部16构成的印刷面进行清洗。接着,在专门制作的治具上载置镀敷装饰部件11的基材18,将印刷面保持为水平。
[0082]
接着,利用喷墨打印机例如ufj-6042(mimaki engineering制造)通过喷墨方式进行底漆层形成工序。在底漆层形成工序中,在印刷面印刷具有透光性的底漆墨例如pr-200(mimaki engineering制造)来形成底漆层。底漆层也可以相对于第2镀敷部16直接形成,而不是形成于透明涂装层的上侧。
[0083]
接着,进行uv固化型墨层形成工序。在uv固化型墨层形成工序中,在形成有底漆层的印刷面将具有透光性的硬质uv透明墨例如lh-100(mimaki engineering制造)以喷墨方式印刷。喷墨打印机按照存储在与之连接的计算机内的立体图案的图像进行印刷。立体图案17的种类能够由进行制造作业的操作者从几个图案中适当地选择。分辨率例如为600
×
900dpi。uv固化型墨层既可以相对于第2镀敷部16直接形成而不是形成于底漆层的上侧,也可以形成于透明涂装层的上侧。
[0084]
接着,使用喷墨打印机,进行uv照射工序。在uv照射工序中,对印刷有硬质uv透明墨的印刷面照射uv,使硬质uv透明墨固化。uv的照射次数既可以是一次,也可以是多次。
[0085]
uv照射工序结束后,也可以任意地进行第2透明涂装形成工序,该工序利用与上述透明涂装层相同的材料进行涂装。在第2透明涂装层形成工序中,相对于第2镀敷部16(第1透明涂装层)及其上侧的uv固化型墨层形成第2透明涂装层。因此,第2透明涂装层形成为覆盖并保护uv固化型墨层。也可以对与架构件12对应的第1镀敷部14(第1透明涂装层)进行第2透明涂装层形成工序。在第2透明涂装层形成工序中,例如能够利用喷涂方式形成第2透明涂装层。根据以上工序,完成在镀敷面上形成有具有透光性的立体图案的镀敷装饰部件。
[0086]
根据本实施方式,能够总结如下。镀敷装饰部件11的制造方法具备:镀敷部形成工序,在该工序中,对基材18实施镀敷来形成镀敷部;uv固化型墨层形成工序,在该工序中,对所述镀敷部印刷具有透光性的uv固化型墨来形成呈预定形状的立体图案的uv固化型墨层;以及uv照射工序,在该工序中,对所述uv固化型墨层照射uv使之固化。
[0087]
根据该构成,通过对镀敷部赋予透光性的图案,能够对镀敷部的光泽施加变化而得到独特的质感。由此,能够赋予镀敷装饰部件11新颖的、极其优质的高级感。由此,能够提高镀敷装饰部件11的单价。另外,能够在不进行蚀刻等的情况下在镀敷部形成凹凸,能够利用简单的工序来实现独特的质感。由此,能够减少制造成本。
[0088]
镀敷装饰部件的制造方法还具备底漆层形成工序,在该底漆层形成工序中,在所述镀敷部形成工序之后且是所述uv固化型墨层形成工序之前,对所述镀敷部印刷底漆,在所述镀敷部上形成呈预定的图案的底漆层,在所述uv固化型墨层形成工序中,在呈所述预定的图案的底漆层的上侧形成呈所述预定的图案的uv固化型墨层。
[0089]
根据该构成,能够利用底漆层将uv固化型墨层和镀敷部牢固地结合起来。由此,能够提高具有图案的镀敷部的耐久性。
[0090]
镀敷装饰部件的制造方法还具备透明涂装层形成工序,在该透明涂装层形成工序中,在所述镀敷部形成工序之后且是所述uv固化型墨层形成工序之前,对所述镀敷部实施
透明涂装来形成透明涂装层,在所述uv固化型墨层形成工序中,在所述透明涂装层的上侧形成呈所述预定的图案的uv固化型墨层。
[0091]
根据该构成,能够利用透明涂装来防止印刷有uv固化型墨的镀敷部的剥离。由此,能够实现镀敷部的高耐久性。
[0092]
镀敷装饰部件的制造方法还具备透明涂装层形成工序,在该透明涂装层形成工序中,在所述镀敷部形成工序之后且是所述uv固化型墨层形成工序之前,对所述镀敷部实施透明涂装来形成透明涂装层,在所述底漆层形成工序中,在所述透明涂装层的上侧形成呈所述预定的图案的底漆层。
[0093]
根据该构成,能够利用透明涂装来防止印刷有uv固化型墨和底漆层的镀敷部的剥离。由此,能够实现镀敷部的进一步的高耐久性。
[0094]
镀敷装饰部件的制造方法还具备第2透明涂装层形成工序,在该第2透明涂装层形成工序中,在所述uv照射工序之后,在所述uv固化型墨层的上侧实施透明涂装来形成第2透明涂装层。根据该构成,能够利用第2透明涂装层形成工序来防止uv固化型墨的剥离。由此,能够实现镀敷部和uv固化型墨层的高耐久性。
[0095]
所述uv固化型墨层形成工序通过喷墨方式进行。根据该构成,可无需在uv固化型墨的印刷之前进行掩膜工序,能够简化制作工序,减少制造成本。
[0096]
基材18为建筑五金。根据该构成,能够使具有透光性的立体图案17的镀敷部以高耐久性形成。因此,对于与一般的杂货相比要求高耐久性的建筑五金,能够合适地应用具有该透光性的立体图案17的镀敷部。
[0097]
镀敷装饰部件11具备:架构件12,其具有第1镀敷部14,并且相对于第1镀敷部14搭挂带状体、筒状体或手指;以及周边构件13,其设于所述架构件12的附近,且具有第2镀敷部16和形成于所述第2镀敷部16的表面的、具有透光性的预定形状的立体图案17。
[0098]
根据该构成,不是在供带状体、筒状体或手指搭挂的架构件12,而是能够在其附近的周边部配置具有透光性的立体图案17的周边构件13。由此,能够降低因带状体、筒状体或手指的接触、摩擦导致立体图案17脱落的危险性,能够实现高耐久性的镀敷装饰部件11。另外,根据上述结构,不会因透光性的立体图案17损害第2镀敷部16的光泽,能够通过图案的立体形状赋予独特的质感。由此,能够使镀敷装饰部件11具有极其优质的高级感。由此,能够提高镀敷装饰部件11的单价。
[0099]
立体图案17由具有透光性的树脂构成。根据该构成,例如,能够在不使用通过蚀刻等熔化镀敷部来形成凹凸等方法的情况下,利用极其简单的工序在镀敷部形成立体图案17。另外,也不会化学或机械性地损伤镀敷部,因此能够实现高耐久性的镀敷部。
[0100]
所述树脂为uv固化型的树脂。根据该构成,能够使用uv在短时间内使之固化,能够缩短制造所需要的时间。另外,通过使用uv固化这样的方法,能够使立体图案17相对于镀敷部牢固地固定。由此,能够实现具有带立体图案17的高耐久性的镀敷部的镀敷装饰部件11。
[0101]
所述树脂以喷墨方式印刷。根据该构成,不需要掩膜工序,能够通过极其简单的工序来相对于镀敷部形成立体图案17。由此,能够简化制作工序并减少制造成本。
[0102]
周边构件13具有在立体图案17的上侧覆盖立体图案17的透明涂装层。根据该构成,能够进一步防止立体图案17的剥离,实现高耐久性的镀敷装饰部件11。
[0103]
周边构件13构成架构件12的支承部。根据该构成,能够在不被带状体、筒状体或手
指遮挡而使用者容易看到的位置且是接触、摩擦较少的位置配置具有立体图案17的镀敷部。由此,能够实现如下的镀敷装饰部件11:满足以往所没有的优质的高级感、高耐久性的镀敷部以及低成本。
[0104]
架构件12和周边构件13中的至少一者为建筑五金。根据该构成,能够使具有透光性的立体图案17的镀敷部以高耐久性形成。因此,对于与一般的杂货相比要求高耐久性的建筑五金,能够合适地应用具有该透光性的立体图案17的镀敷部。
[0105]
在以下的实施方式中,主要说明与第1实施方式不同的部分,对于与第1实施方式共通的部分,省略图示或说明。
[0106]
[第2实施方式]
[0107]
参照图6、图7,对第2实施方式的镀敷装饰部件11进行说明。
[0108]
图6是镀敷装饰部件11的俯视图。图7是镀敷装饰部件11的主视图。镀敷装饰部件11的仰视图与图3所示的第1实施方式的镀敷装饰部件11的仰视图相同,因此省略图示。镀敷装饰部件11的左视图与图4所示的第1实施方式的镀敷装饰部件11的左视图相同,因此省略图示。镀敷装饰部件11的右视图与图4所示的第1实施方式的镀敷装饰部件11的左视图对称,因此省略图示。镀敷装饰部件11的后视图与图5所示的第1实施方式的镀敷装饰部件11的后视图相同,因此省略图示。
[0109]
在本实施方式中,构成镀敷装饰部件11的基材18的形状与第1实施方式相同,仅是形成于周边构件13的第2镀敷部16的立体图案17与第1实施方式不同。立体图案17所形成的位置、大小与第1实施方式相同。
[0110]
立体图案17由uv固化型的树脂构成。在本实施方式中,立体图案17呈将波形在前后方向上交错排列那样的形态,能够将第2镀敷部所产生的金属光泽向预定方向反射。因此,本实施方式的立体图案17具有金属光泽,并且能够发挥具有波形的明暗部分的新颖且独特的质感。
[0111]
关于立体图案17的种类,能够在连接于后述的喷墨打印机的计算机(pc)上适当地编辑。因此,立体图案17的几何形状并不限定于上述波形,而是能够采用任意的几何形状。
[0112]
本实施方式的镀敷装饰部件11的作用和制造方法与第1实施方式相同。关于立体图案17,在连接于喷墨打印机的计算机(pc)上,从第1实施方式的立体图案17替换为第2实施方式的立体图案17,从而能够简单地变更为本实施方式的立体图案17。此外,关于立体图案17,并不限定于第1实施方式和第2实施方式的图案,除此以外的立体图案也能够合适地应用。
[0113]
[第3实施方式]
[0114]
参照图8~图12,对第3实施方式的镀敷装饰部件11进行说明。第3实施方式的镀敷装饰部件11例如被用作建筑五金,更详细而言,被用作大型的毛巾架。
[0115]
图8是镀敷装饰部件11的俯视图。图9是镀敷装饰部件11的主视图。图10是镀敷装饰部件11的仰视图。图11是镀敷装饰部件11的左视图。图12是镀敷装饰部件11的后视图。镀敷装饰部件11的右视图与图11所示的左视图对称,因此省略图示。
[0116]
架构件12呈剖面大致四边形的杆状,能够将毛巾等带状体相对于其进行搭挂。架构件12的长度方向上的长度比第1实施方式的架构件12的长度方向上的长度长。架构件12具有对其表面进行了镀敷加工的第1镀敷部14。第1镀敷部14可以是镀镍部、镀锡-钴部、镀
铬部中的任一者。
[0117]
周边构件13与架构件12相邻地设置。周边构件13呈块状,以相对于供镀敷装饰部件11安装的壁面远离的方式突出。周边构件13构成了支承架构件12的支承部。周边构件13具有用于安装于建筑物壁面的安装部15。
[0118]
周边构件13具有第2镀敷部16和形成于第2镀敷部16的表面且是周边构件13的上表面的、具有透光性的立体图案17。第2镀敷部16可以是镀镍部、镀锡-钴合金部、镀铬部中的任一者。
[0119]
在本实施方式中,构成镀敷装饰部件11的基材18的形状与第1实施方式不同,但形成于周边构件13的第2镀敷部16的立体图案17与第1实施方式是共通的。因此,本实施方式的立体图案17具有金属光泽,并且能够发挥具有瓷砖风格的外观的独特的新质感。
[0120]
对本实施方式的镀敷装饰部件11的作用进行说明。在本实施方式中,周边构件13在从毛巾等带状体所搭挂的架构件12离开的位置处作为架构件12的支承部而被设置。因此,带状体不会搭挂于该部分,防止因带状体的接触和摩擦导致的立体图案17的剥离。
[0121]
本实施方式的镀敷装饰部件11的作用和制造方法与第1实施方式相同。关于立体图案17,在连接于喷墨打印机的计算机(pc)上,能够直接采用第1实施方式的立体图案17。此外,关于立体图案17,并不限定于第1实施方式的图案,除此以外的立体图案17也能够合适地应用。
[0122]
[第4实施方式]
[0123]
参照图13,对第4实施方式的镀敷装饰部件11进行说明。
[0124]
图13是镀敷装饰部件11的俯视图。镀敷装饰部件11的主视图与图9所示的第3实施方式的镀敷装饰部件11的主视图相同,因此省略图示。镀敷装饰部件11的仰视图与图10所示的第3实施方式的镀敷装饰部件11的仰视图相同,因此省略图示。镀敷装饰部件11的左视图与图11所示的第3实施方式的镀敷装饰部件11的左视图相同,因此省略图示。镀敷装饰部件11的右视图与图11所示的第3实施方式的镀敷装饰部件11的左视图对称,因此省略图示。镀敷装饰部件11的后视图与图12所示的第3实施方式的镀敷装饰部件11的后视图相同,因此省略图示。
[0125]
在本实施方式中,构成镀敷装饰部件11的基材18的形状与第3实施方式相同,仅是形成于周边构件13的第2镀敷部16的立体图案17与第3实施方式不同。立体图案17所形成的位置、大小与第3实施方式相同。
[0126]
立体图案17由uv固化型的树脂构成。在本实施方式中,立体图案17与第2实施方式同样地呈将波形在前后方向上交错排列那样的形态,能够将第2镀敷部16所产生的金属光泽向预定方向反射。因此,本实施方式的立体图案17具有金属光泽,并且能够发挥具有波形的明暗部分的新颖且独特的质感。
[0127]
关于立体图案17的种类,能够在连接于后述的喷墨打印机的计算机(pc)上适当地编辑。因此,立体图案17的几何形状并不限定于上述波形,而是能够采用任意的几何形状。
[0128]
本实施方式的镀敷装饰部件11的作用以及制造方法与第3实施方式相同。关于立体图案17,在连接于喷墨打印机的计算机(pc)上,从第3实施方式的立体图案17替换为与第2实施方式相同的立体图案17,从而能够简单地变更为本实施方式的立体图案17。此外,关于立体图案17,并不限定于第3实施方式和第2实施方式的图案,除此以外的立体图案17也
能够合适地应用。
[0129]
[第5实施方式]
[0130]
参照图14~图20,对第5实施方式的镀敷装饰部件11进行说明。第5实施方式的镀敷装饰部件11例如被用作建筑金五金,更详细而言,被用作厕纸架。
[0131]
图14是镀敷装饰部件11的俯视图。图15是镀敷装饰部件11的主视图。图16是镀敷装饰部件11的仰视图。图17是镀敷装饰部件11的左视图。图18是镀敷装饰部件11的右视图。图19是镀敷装饰部件11的后视图。
[0132]
镀敷装饰部件11具备架构件12和设于架构件12附近的周边构件13。架构件12和周边构件13都是建筑五金。
[0133]
架构件12呈剖面大致四边形的杆状,如图16所示,弯折为大致字母“c”形。如图20所示,能够相对于架构件12搭挂厕纸等筒状体。架构件12具有对其表面进行了镀敷加工的第1镀敷部14。第1镀敷部14可以是镀镍部、镀锡-钴部、镀铬部中的任一者。
[0134]
周边构件13与架构件12相邻地设于架构件12的上侧。周边构件13由覆盖搭挂于架构件12的厕纸等筒状体的罩构成。
[0135]
周边构件13具有周边构件主体21、用于安装于建筑物壁面的安装部15、支承架构件12的支承部22以及设于支承部22并且以周边构件主体21能够转动的方式支承该周边构件主体21的铰链部23。周边构件主体21形成为平板状。
[0136]
周边构件13具有第2镀敷部16和形成于第2镀敷部16的表面且是周边构件主体21的上表面的、具有透光性的立体图案17。第2镀敷部16可以是镀镍部、镀锡-钴合金部、镀铬部中的任一者。
[0137]
立体图案17由uv固化型的树脂构成。在本实施方式中,立体图案17与第1实施方式同样地呈瓷砖风格,能够将第2镀敷部16所产生的金属光泽向预定方向反射。因此,本实施方式的立体图案17具有金属光泽,并且能够发挥具有波形的明暗部分的新颖且独特的质感。
[0138]
关于立体图案17的种类,能够在连接于后述的喷墨打印机的计算机(pc)上适当地编辑。因此,立体图案17的几何形状并不限定于上述瓷砖风格,而是能够采用任意的几何形状。
[0139]
对本实施方式的镀敷装饰部件11的作用进行说明。在本实施方式中,如图20所示,周边构件13在从厕纸等筒状体31所搭挂的架构件12离开的位置处作为筒状体31的罩而被设置。此时,周边构件主体21能够以铰链部23为中心进行转动,能够将筒状体31相对于内侧的架构件12搭挂。因此,筒状体31不会搭挂于周边构件13,防止因筒状体31的接触和摩擦导致的立体图案17的剥离。
[0140]
本实施方式的镀敷装饰部件11的作用和制造方法与第1实施方式相同。此外,关于立体图案17,并不限定于第1实施方式的图案,除此以外的立体图案17也能够合适地应用。
[0141]
根据本实施方式,能够总结如下。周边构件13是覆盖搭挂于架构件12的筒状体31的罩。
[0142]
根据该构成,能够在不被筒状体遮挡而使用者容易看到的位置且是接触、摩擦较少的位置配置具有立体图案17的镀敷部。由此,能够实现如下的镀敷装饰部件11:满足以往所没有的优质的高级感、高耐久性的镀敷部以及低成本。
[0143]
[第6实施方式]
[0144]
参照图21~图22,对第6实施方式的镀敷装饰部件11进行说明。第6实施方式的镀敷装饰部件11例如被用作建筑五金,更详细而言,被用作厕纸架。
[0145]
图21是镀敷装饰部件11的俯视图。图22是镀敷装饰部件11的主视图。镀敷装饰部件11的仰视图与图16所示的第5实施方式的镀敷装饰部件11的仰视图相同,因此省略图示。镀敷装饰部件11的左视图与图17所示的第5实施方式的镀敷装饰部件11的左视图相同,因此省略图示。镀敷装饰部件11的右视图与图18所示的第5实施方式的镀敷装饰部件11的右视图相同,因此省略图示。镀敷装饰部件11的后视图与图19所示的第5实施方式的镀敷装饰部件11的后视图相同,因此省略图示。
[0146]
在本实施方式中,构成镀敷装饰部件11的基材18的形状与第5实施方式相同,仅是形成于周边构件13的第2镀敷部16的立体图案17与第5实施方式不同。立体图案17所形成的位置、大小与第5实施方式相同。
[0147]
立体图案17由uv固化型的树脂构成。在本实施方式中,立体图案17与第2实施方式同样地呈将波形在前后方向上交错排列的形态,能够将第2镀敷部16所产生的金属光泽向预定方向反射。因此,本实施方式的立体图案17具有金属光泽,并且能够发挥具有波形的明暗部分的新颖且独特的质感。
[0148]
关于立体图案17的种类,能够在连接于后述的喷墨打印机的计算机(pc)上适当地编辑。因此,立体图案17的几何形状并不限定于上述波形,而是能够采用任意的几何形状。
[0149]
本实施方式的镀敷装饰部件11的作用和制造方法与第5实施方式相同。关于立体图案17,在连接于喷墨打印机的计算机(pc)上,从第5实施方式的立体图案17替换为与第2实施方式相同的立体图案17,从而能够简单地变更为本实施方式的立体图案17。此外,关于立体图案17,并不限定于第5实施方式和第2实施方式的图案,除此以外的立体图案17也能够合适地应用。
[0150]
[第7实施方式]
[0151]
参照图23~图28,对第7实施方式的镀敷装饰部件11进行说明。第7实施方式的镀敷装饰部件11例如被用作建筑五金,更详细而言,被用作门把手。
[0152]
图23是镀敷装饰部件11的俯视图。图24是镀敷装饰部件11的主视图。图25是镀敷装饰部件11的仰视图。图26是镀敷装饰部件11的左视图。图27是镀敷装饰部件11的右视图。图28是镀敷装饰部件11的后视图。
[0153]
镀敷装饰部件11具备架构件12和设于架构件12附近的周边构件13。镀敷装饰部件11如图23所示,从上方观察时形成为弯折为字母“l”形的杆形状。
[0154]
架构件12呈剖面大致四边形的杆状,能够将手指相对于其进行搭挂。架构件12具有对其表面进行了镀敷加工的第1镀敷部14。第1镀敷部14可以是镀镍部、镀锡-钴部、镀铬部中的任一者。
[0155]
周边构件13与架构件12相邻地设置。周边构件13构成了支承架构件12的支承部。周边构件13具有用于安装于建筑物壁面的安装部15和相对于安装部15旋转来解除门闩的轴部24。
[0156]
周边构件13具有第2镀敷部16和形成于第2镀敷部16的表面且是周边构件13的上表面的、具有透光性的立体图案17。第2镀敷部16可以是镀镍部、镀锡-钴合金部、镀铬部中
的任一者。
[0157]
立体图案17由uv固化型的树脂构成。在本实施方式中,立体图案17与第1实施方式同样地呈瓷砖风格,能够将第2镀敷部16所产生的金属光泽向预定方向反射。因此,本实施方式的立体图案17具有金属光泽,并且能够发挥具有波形的明暗部分的新颖且独特的质感。
[0158]
关于立体图案17的种类,能够在连接于后述的喷墨打印机的计算机(pc)上适当地编辑。因此,立体图案17的几何形状并不限定于上述瓷砖风格,而是能够采用任意的几何形状。
[0159]
对本实施方式的镀敷装饰部件11的作用进行说明。在本实施方式中,周边构件13在从手指所搭挂的架构件12离开的位置处作为架构件12的支承部而被设置。因此,手指不会搭挂于该部分,防止因手指的接触和摩擦导致的立体图案17的剥离。
[0160]
本实施方式的镀敷装饰部件11的作用和制造方法与第1实施方式相同。此外,关于立体图案17,并不限定于第1实施方式的图案,除此以外的立体图案17也能够合适地应用。
[0161]
[第8实施方式]
[0162]
参照图29,对第8实施方式的镀敷装饰部件11进行说明。第8实施方式的镀敷装饰部件11例如被用作建筑五金,更详细而言,被用作门把手。
[0163]
图29是镀敷装饰部件11的俯视图。镀敷装饰部件11的主视图与图24所示的第7实施方式的镀敷装饰部件11的主视图相同,因此省略图示。镀敷装饰部件11的仰视图与图25所示的第7实施方式的镀敷装饰部件11的仰视图相同,因此省略图示。镀敷装饰部件11的左视图与图26所示的第7实施方式的镀敷装饰部件11的左视图相同,因此省略图示。镀敷装饰部件11的右视图与图27所示的第7实施方式的镀敷装饰部件11的右视图相同,因此省略图示。镀敷装饰部件11的后视图与图28所示的第7实施方式的镀敷装饰部件11的后视图相同,因此省略图示。
[0164]
在本实施方式中,构成镀敷装饰部件11的基材18的形状与第7实施方式相同,仅是形成于周边构件13的第2镀敷部16的立体图案17与第7实施方式不同。立体图案17所形成的位置、大小与第7实施方式相同。
[0165]
立体图案17由uv固化型的树脂构成。在本实施方式中,立体图案17与第2实施方式同样地呈将波形在前后方向上交错排列的形态,能够将第2镀敷部16所产生的金属光泽向预定方向反射。因此,本实施方式的立体图案17具有金属光泽,并且能够发挥具有波形的明暗部分的新颖且独特的质感。
[0166]
关于立体图案17的种类,能够在连接于后述的喷墨打印机的计算机(pc)上适当地编辑。因此,立体图案17的几何形状并不限定于上述波形,而是能够采用任意的几何形状。
[0167]
本实施方式的镀敷装饰部件11的作用和制造方法与第7实施方式相同。关于立体图案17,在连接于喷墨打印机的计算机(pc)上,从第7实施方式的立体图案17替换为与第2实施方式相同的立体图案17,从而能够简单地变更为本实施方式的立体图案17。此外,关于立体图案17,并不限定于第7实施方式和第2实施方式的图案,除此以外的立体图案也能够合适地应用。
[0168]
能够对上述的实施方式施加各种置换、变形来实施。另外,当然也能够适当组合不同的实施方式来构成一个技术方案。
[0169]
附图标记说明
[0170]
11、镀敷装饰部件;12、架构件;13、周边构件;14、第1镀敷部;15、安装部;16、第2镀敷部;17、立体图案;18、基材;21、周边构件主体;22、支承部;23、铰链部;24、轴部。
当前第1页1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!