一种精细木雕工艺等高线模型制作方法与流程-j9九游会真人
1.本发明属于数控雕刻技术领域,具体来说,涉及一种精细木雕工艺等高线模型制作方法。
背景技术:
2.雕刻,在雕塑中是把木材、石头或其他材料切割或雕刻成预期的形状皆可称之为雕刻,近几年雕刻艺术越来越受到人们的关注,且对雕刻艺术品的精密度越来越高,传统的雕刻方法对工匠技术水平的要求极高,而且还具有时间周期长、效率低等特点,目前均通过雕刻机对艺术品进行雕刻。
3.在专利号为cn202211554387.6的中国发明专利中,公开了一种不规则圆雕异形体雕刻加工工艺,所述不规则圆雕异形体雕刻加工工艺具体如下:s1:选择需要加工的不规则物体,放置于雕刻机上,并与雕刻机相固定;s2:雕刻机对不规则物体进行扫描,采集三维立体模型,并储存;s3:通过计算机对三维立体模型进行计算分析,并建立雕刻图形与计算雕刻深度;s4:将建立的图形与三维立体模型进行组合,确定雕刻图形边界与雕刻路径,并转换成数据;s5:将图形布局、雕刻路径与雕刻深度数据导入雕刻机床内进行雕刻;s6:通过雕刻机刻刀底部的传感器控制刻刀与不规则物体的距离,通过修改距离参数实现不规则物体雕刻深度可控的效果;s7:通过人工对雕刻完成的不规则物体进行检测修正,获得合格雕刻产品。可实现对不规则物体雕刻深度进行控制的目的,使提高了不规则物体雕刻成品率与效率,达到了不规则物体雕刻深度可控的效果。
4.现有专利的缺陷在于,虽然实现了对不规则物体雕刻深度进行控制的目的,但是具有局限性,线条深度和宽度无法同时控制。
技术实现要素:
5.针对现有雕刻加工工艺缺乏对地形类木质精雕的过程中线条深度和宽度同时控制的效果的问题,本发明提供了一种精细木雕工艺等高线模型制作方法。
6.为实现上述技术目的,本发明采用的技术方案如下:
7.一种精细木雕工艺等高线模型制作方法,包括步骤:
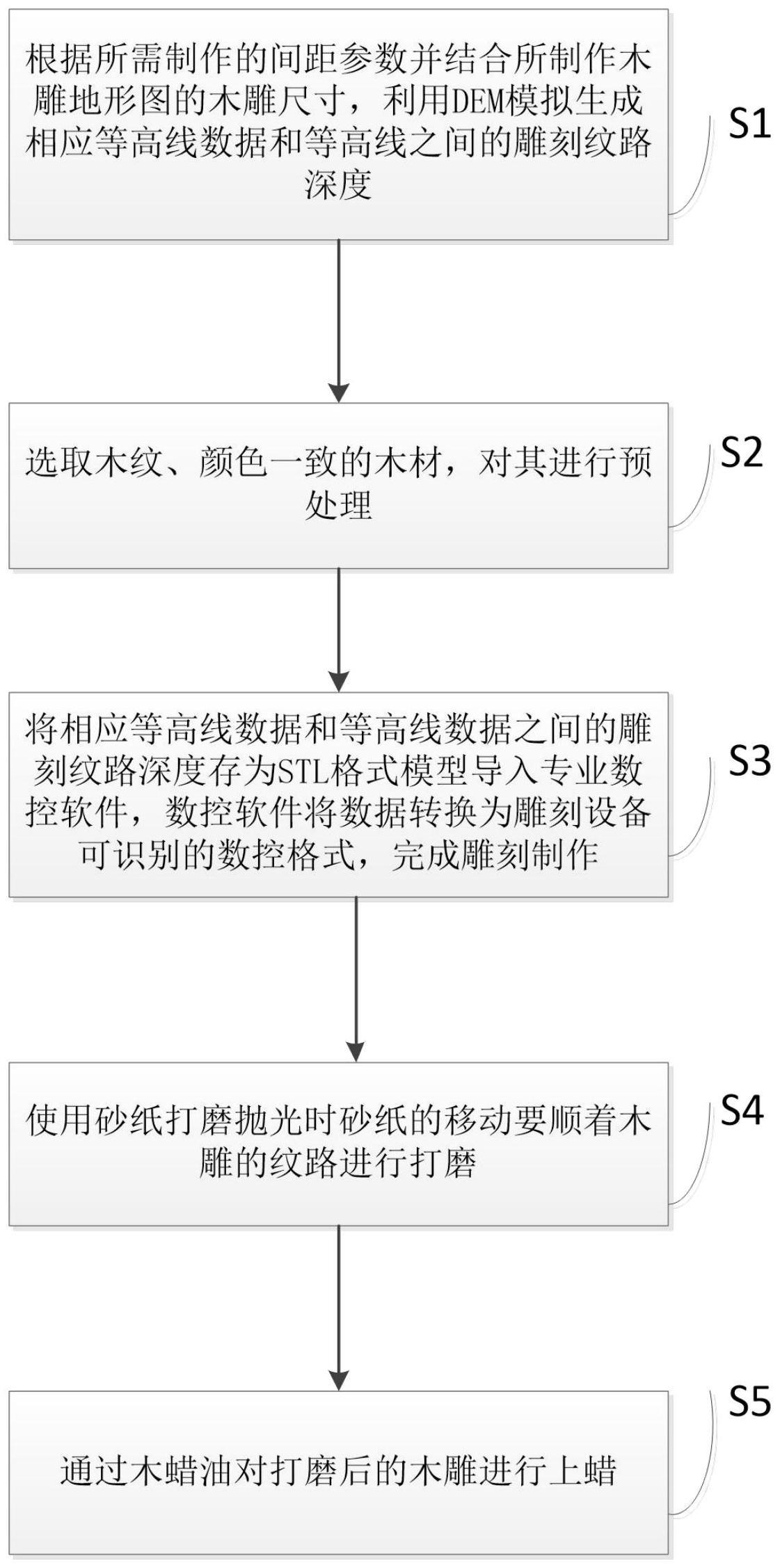
8.s1、等高线模型数据处理:根据所需制作的间距参数并结合所制作木雕地形图的木雕尺寸,利用dem(数字高程模型)模拟生成相应等高线数据和等高线之间的雕刻纹路深度;
9.s2、选材与处理:选取木纹、颜色一致的木材,对其进行预处理;
10.s3、雕刻制作:将相应等高线数据和等高线数据之间的雕刻纹路深度存为stl格式模型导入专业数控软件,数控软件将数据转换为雕刻机可识别的数控格式,完成雕刻制作;
11.s4、打磨处理:使用砂纸打磨抛光时砂纸的移动要顺着木雕的纹路进行打磨;
12.s5、上蜡处理:通过木蜡油对打磨后的木雕进行上蜡。
13.进一步地,等高线模型数据处理的详细步骤包括:
14.s101、测绘生产地形数据dwg;
15.s102、arcgis生成分辨率为5米的大比例尺dem数据(数字高程模型);
16.s103、globalmapper分析地形地势起伏,设计模型大小;
17.s104、ezmap将数字模型生产为等高线,对数据进行抽稀、圆滑、去除锐角,使线条层次化、艺术化。确定模型的形状,数据形态为:线型,格式为dxf;
18.s105、3dsmax转换数据为立体光刻文件,格式为stl;
19.s106、数控软件导入stl文件,生成可识别的eng数控格式,文件供专业数控软件识别运用。
20.进一步地,步骤s2的详细步骤包括:
21.s201、选取质地坚硬的木材;
22.s202、再选取木纹、颜色一致的木雕雕刻板;
23.s203、对雕刻板进行烘干处理,确保雕刻板含水率在一定范围以内;
24.s204、烘干后的雕刻板进行刨料、压料、拼板和砂光工序处理,达到模型制作木雕尺寸标准。
25.进一步地,步骤s3中所述雕刻设备为刀具型雕刻机或激光雕刻机。
26.进一步地,采用刀具型雕刻机时步骤s3的详细步骤包括:
27.将处理好的木材固定在刀具型雕刻机工作台上,进行刀头定位,先用0.4cm平刀,路径设置为0.8毫米,进行粗胚雕刻,雕出轮廓;
28.换0.3毫米的锥形平底刀,路径设置为0.14毫米进行3d精细雕刻,
29.利用纯手工对雕刻出的文字注记进行精细加工。
30.进一步地,采用激光雕刻机时步骤s3的详细步骤包括:
31.s301、将处理好的雕刻板固定在激光雕刻机工作台上,进行激光光斑定位;
32.s302、根据待雕刻的纹路深度及两侧的等高线高度,进行纹路深度的初雕刻;
33.s303、根据两侧等高线不同高度处雕刻纹路宽度调节激光雕刻机x,y轴偏转镜片与激光出射点之间的接触面积,对雕刻的纹路宽度进行二次精细雕刻;
34.s304、最后利用激光雕刻机对雕刻出的文字注记进行精细加工。
35.进一步地,步骤s4的详细步骤包括:
36.s401、将经过步骤s3的木雕地形模型先进行刮磨;
37.s402、采用粗砂纸顺着木雕雕刻纹路方向进行一次粗打磨;
38.s403、使用细砂纸进行细致的打磨;
39.s404、采用柔软的布料对木雕进行擦拭。
40.进一步地,步骤s5的详细步骤包括:
41.s501、通过毛刷将木蜡油均匀涂抹在木雕雕刻板上,确保等高线和雕刻的纹路均均匀涂抹木蜡油;
42.s502、采用低风压的烘干器快速对木雕雕刻板上的木蜡油进行烘干。防止木蜡油涂抹不均匀或者风干过程中时间过长,雕刻纹路中木蜡油缓慢风干堆积,影响整个木雕雕刻板的美观和地图还原立体感。
43.本发明相比现有技术,具有如下有益效果:
44.本方法是将现代数控3d雕刻技术与数字地理信息处理技术整合进行精细化木雕
工艺地形制作的方法。解决了常规人工制作投入人员多,却手误差大,观感效果差的弊端,本方法实现运用专业地形数据通过多级操作制作的地形模型不仅实现了对地形类木质精雕的过程中线条深度和宽度同时控制的效果,还保留地形等比例缩放可量测的属性,地形模型可作规划研究,也可作为观赏性艺术品流向市场。
附图说明
45.图1为本发明实施例一种精细木雕工艺等高线模型制作方法的整体流程图。
具体实施方式
46.为了便于本领域技术人员的理解,下面结合实施例与附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
47.如图1所示,本实施例提供了一种精细木雕工艺等高线模型制作方法,包括步骤:
48.s1、等高线模型数据处理:根据所需制作的间距参数并结合所制作木雕地形图的木雕尺寸,利用dem(数字高程模型)模拟生成相应等高线数据和等高线之间的雕刻纹路深度;为了制作出精美的等高线地形,地形数据的处理非常的关键。首先要考虑雕刻工艺的精度,根据雕刻精度进行数据处理,经过测试,在木质材料上能够雕刻出等高线的间距最小不能小于0.4mm,小于此间距,无法真实准确表示等高线堆叠效果。根据此间距参数并结合所制作木雕地形图的比例尺,利用dem(数字高程模型)模拟生成相应等高线数据,并进行圆滑处理,保证等高线不出现尖角、钝角等容易影响木雕艺术性的数据。
49.s2、选材与处理:选取木纹、颜色一致的木材,对其进行预处理;
50.s3、雕刻制作:将相应等高线数据和等高线数据之间的雕刻纹路深度存为stl格式模型导入专业数控软件,数控软件将数据转换为激光雕刻机可识别的数控格式,完成雕刻制作;
51.s4、打磨处理:使用砂纸打磨抛光时砂纸的移动要顺着木雕的纹路进行打磨;
52.s5、上蜡处理:通过木蜡油对打磨后的木雕进行上蜡。
53.等高线模型数据处理的详细步骤包括:s101、测绘生产地形数据dwg;s102、arcgis生成分辨率为5米的大比例尺dem数据(数字高程模型);s103、global mapper分析地形地势起伏,设计模型大小;s104、ezmap将数字模型生产为等高线,对数据进行抽稀、圆滑、去除锐角,使线条层次化、艺术化。确定模型的形状,数据形态为:线型,格式为dxf;s105、3dsmax转换数据为立体光刻文件,格式为stl;s106、数控软件导入stl文件,生成可识别的eng数控格式,文件供专业数控软件识别运用。
54.步骤s2的详细步骤包括:
55.s201、选取质地坚硬的木材;适用于地形的木材有紫檀木、金丝楠木、黄杨木、红橡木、菠萝格木、缅甸柚木等质地坚硬不易变形的木材,在价格和特性综合判定,推荐选择缅甸柚木进行制作。
56.s202、再选取木纹、颜色一致的木雕雕刻板;
57.s203、对雕刻板进行烘干处理,确保雕刻板含水率在一定范围以内;木材的含水率保持在12%左右,使边框和雕花板不发生收缩和变形的现象。
58.s204、烘干后的雕刻板进行刨料、压料、拼板和砂光工序处理,达到模型制作木雕
尺寸标准。使其满足产品尺寸要求。
59.步骤s3中所述雕刻设备为刀具型雕刻机或激光雕刻机。不同雕刻设备雕刻方法步骤有一定差异。
60.采用刀具型雕刻机时步骤s3的详细步骤包括:
61.将处理好的木材固定在刀具型雕刻机工作台上,进行刀头定位,先用0.4cm平刀,路径设置为0.8毫米,进行粗胚雕刻,雕出轮廓;
62.换0.3毫米的锥形平底刀,路径设置为0.14毫米进行3d精细雕刻,
63.利用纯手工对雕刻出的文字注记进行精细加工。刀具型雕刻机雕刻过程不会对雕刻板烧损雕刻板纹路周边范围。
64.采用激光雕刻机时步骤s3的详细步骤包括:
65.s301、将处理好的雕刻板固定在激光雕刻机工作台上,进行激光光斑定位;
66.s302、根据待雕刻的纹路深度及两侧的等高线高度,进行纹路深度的初雕刻;
67.s303、根据两侧等高线不同高度处雕刻纹路宽度调节激光雕刻机x,y轴偏转镜片与激光出射点之间的接触面积,对雕刻的纹路宽度进行二次精细雕刻;即调整激光雕刻光斑的直径,以确保调整雕刻的纹路宽度。还通过调节激光雕刻机脉冲频率,降低或者升高雕刻纹路的深度以及雕刻效率。
68.s304、最后利用激光雕刻机对雕刻出的文字注记进行精细加工。激光雕刻机会缩减雕刻刀的切换步骤繁琐的过程。
69.步骤s4的详细步骤包括:
70.s1、将经过步骤s3的木雕地形模型先进行刮磨;让表面平整、无毛刺。
71.s2、采用400号的粗砂纸顺着木雕纤维方向进行一次粗打磨;
72.s3、逐步使用800-1000号细砂纸进行细致的打磨;使其表面更加的光滑。在使用砂纸打磨抛光时砂纸的移动要顺着木雕的纹路进行打磨,这样才能让木雕越打磨越光滑。
73.s4、采用柔软的布料对木雕进行擦拭。将木雕的光泽擦拭出来。
74.步骤s5的详细步骤包括:
75.s501、通过毛刷将木蜡油均匀涂抹在木雕雕刻板上,确保等高线和雕刻的纹路均均匀涂抹木蜡油;
76.s502、采用低风压的烘干器快速对木雕雕刻板上的木蜡油进行烘干。防止木蜡油涂抹不均匀或者风干过程中时间过长,雕刻纹路中木蜡油缓慢风干堆积,影响整个木雕雕刻板的美观和地图还原立体感。
77.本发明相比现有技术,具有如下有益效果:
78.本方法是将现代数控3d雕刻技术与数字地理信息处理技术整合进行精细化木雕工艺地形制作的方法。解决了常规人工制作投入人员多,却手误差大,观感效果差的弊端,主要表现在:1、沙盘是将大江、大河、城市、山体等自然物体根据一定的比例制作成微缩版的一种方式,主要用于规划与科学研究,而通过手持激光扫描仪获取原始数据的方法具有局限性,这种方法只能针对特定的小物件数据采集,不适合对大范围、大体积物体的数据采集(比如一个省或一座山脉)。2、本专利雕刻出来的木质等高线地形模型,通过前期数据多级操作与精准控制,实现了大场景构图和海拔层级艺术化处理,其它方法不能有效解决大数据量处理,本方法实现运用专业地形数据通过多级操作,制作的地形模型不仅完成等高
线地形真实性强,还可以精细化控制等高线层的深度和宽度,模型成品保留了地形可等比例缩放和可量测的属性,用此方案制作的地形模型既可作规划研究,也可作为观赏性艺术品流向市场。
79.以上对本技术提供的一种精细木雕工艺等高线模型制作方法进行了详细介绍。具体实施例的说明只是用于帮助理解本技术的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术权利要求的保护范围内。
当前第1页1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!