一种偏光膜缺点检查喷印装置及方法与流程-j9九游会真人
1.本发明涉及偏光膜检测领域,尤其涉及一种偏光膜缺点检查喷印装置及方法。
背景技术:
2.偏光薄膜是现代显示技术中重要的组成部分,主要由tac膜、pva膜、保护膜和离型膜的贴合构成,其制作过程为:将pva膜进行一系列的染色、碱洗和延伸的动作和上下层tac膜一次进行贴合,在经过上胶涂布后与离型膜贴合,最后贴合保护膜。偏光薄膜一般是以固定幅宽呈宽状形态收卷在空心滚筒上,最终从滚筒上放出,按照产品规格裁切成指定的规格。在偏光薄膜的生产过程中双层膜的贴合和膜上本身的都会产生缺点,根据缺点的外观特征可将缺点划分为压痕、泡、异物、凹凸和歪点等,生产时需要根据缺点对产品品质造成的影响严重程度而对相应缺点进行喷印标记。
3.随着显示行业的发展,多采用自动光学检查机将缺点检出后进行分类,再将需要喷印的缺点坐标位置及属性发送给喷印装置,喷印装置在指定位置进行喷印,喷印后的缺点更加便于后制程人员去查看。现阶段使用最多的缺点喷印方式主要为按需喷印方式和热发泡喷印方式。按需喷印装置是一种传统的喷印方式,在全横向幅宽上设置若干墨孔,墨孔与储墨装置通过管道连接,当出现有膜流方向连续性缺点时会固定位置连续喷印,该装置有很高的喷墨达成率但墨孔很容易堵塞且生产时不容易发现,会对产品的缺点造成漏喷印的异常。热发泡喷印则采用多个喷笔组合移动喷印的方式,喷笔更换方便,可修改喷印章型的解析度,不会存在喷印过重的缺点,但因为使用到伺服马达移动喷墨而存在喷印达成率不足的问题。
技术实现要素:
4.本发明的目的在于克服现有技术中的不足,提供一种偏光膜缺点检查喷印装置及方法,解决现偏光膜生产过程中存在漏喷印缺点、喷印达成率不足的问题。
5.为解决上述技术问题,本发明是采用下述方案实现的:本发明提供了一种偏光膜缺点检查喷印装置及方法,包括自动光学检查机、喷墨装置、备用轴喷墨装置和控制系统;自动光学检查机、喷墨装置和备用轴喷墨装置依次横置在偏光膜膜流方向的上方;控制系统分别与自动光学检查机、喷墨装置、备用轴喷墨装置电连接。
6.本发明还提供了一种偏光膜缺点检查喷印方法,应用于上述偏光膜缺点检查喷印装置,包括:自动光学检查机检出偏光膜膜面缺点并将缺点信息发送给控制系统;控制系统根据缺点信息控制喷墨装置对缺点进行喷印;当出现有漏喷印缺点时,控制系统记录漏喷印缺点的信息并发送给备用轴喷墨装置;备用轴喷墨装置对漏喷印缺点进行补喷。
7.与现有技术相比,本发明所达到的有益效果:本发明在常规热发泡喷印方式的基础上修改为按需喷印的全幅宽固定喷墨方式,并增加备用轴喷墨装置可将喷印达成率实现100%,还增加查看章型装置对喷印章型的清晰度进行有效卡控,可针对不同的缺点喷印不同的章型,能够很好的使用到现代各类偏光膜缺点的喷印中。
附图说明
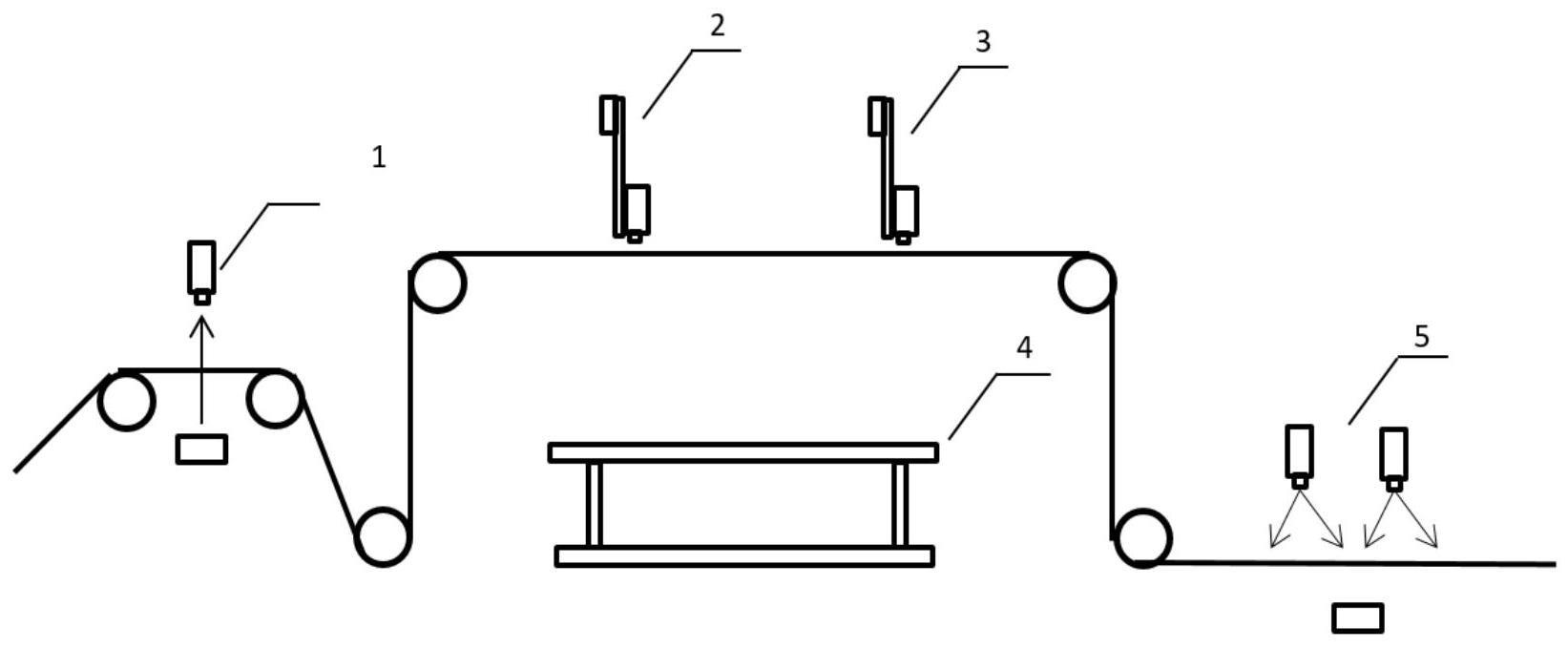
8.图1是本发明实施例提供的一种偏光膜缺点检查喷印装置的结构正视示意图;图2是本发明实施例提供的一种偏光膜缺点检查喷印装置中喷墨装置、备用轴喷墨装置的结构俯视示意图;图3是本发明实施例提供的一种偏光膜缺点检查喷印装置中喷墨装置的结构示意图;图4是本发明实施例提供的一种偏光膜缺点检查喷印装置中备用轴喷墨装置的结构示意图;图5是本发明实施例提供的一种偏光膜缺点检查喷印方法的流程示意图;图中:1、自动光学检查机;2、喷墨装置;3、备用轴喷墨装置;4、维修平台;5、查看章型装置。
实施方式
9.下面结合附图对本发明作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
10.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
11.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
实施例一:
12.请参阅图1至图4,本实施例一种偏光膜缺点检查喷印装置,应用于偏光膜行业的生产,膜流的速度为2-70m/min,由自动光学检查机1、喷墨装置2、备用轴喷墨装置3、维修平台4、查看章型装置5和控制系统组成。自动光学检查机1、喷墨装置2、备用轴喷墨装置3和查看章型装置5依次横置在偏光膜膜流方向的上方,控制系统分别与自动光学检查机1、喷墨装置2、备用轴喷墨装置3电连接及查看章型装置5电连接。自动光学检查机1设计在喷墨装置2的前方用于检出偏光膜生产中出现的缺点,并将检出的缺点信息传输至控制系统,控制系统按照缺点信息将缺点分配给喷墨装置2;喷墨装置2设计在备用轴喷墨装置3前方,用于
接收缺点信息并进行喷印;备用轴喷墨装置3设计在查看章型装置5前方,用于在喷墨装置2异常关闭部分喷笔或者有漏喷墨缺点时补喷印漏喷的缺点;维修平台4位于喷墨装置2和备用轴喷墨装置3的下方,用于操作人员维修或擦拭喷墨装置2;查看章型装置5设计在备用轴喷墨装置3后方用于查看喷印章型的清晰度状况;控制系统与光学检查机1、喷墨装置2、备用轴喷墨装置3及查看章型装置5通过tcp/ip协议电连接,用于控制喷印。
13.具体地,自动光学检查机1是将检出的膜面缺点的形态、位置坐标、缺点分类编号等讯息发送给控制系统。在偏光片的生产中产生的缺点可分为泡、异物、刮伤、亮点等。对于不同类型的缺点自动光学检查机1在检出是会进行分类,不同的的分类会对应不同的分类编号,例如:泡可能对应1、异物可能对应2、刮伤可能对应3等。自动光学检查机1将检出缺点的位置坐标、缺点分类编号讯息、缺点序号传输给控制系统,控制系统通过自动光学检查机1传输的位置坐标控制喷墨装置2进行喷墨,并根据缺点分类讯号对不同的缺点类型喷印不同的缺点章型,在后续的操作中人员可通过不同的章型辨别出缺点的类型及风险性,大大减少了人力成本和提高了偏光片产品出货品质的监控。
14.当生产中出现有纵向膜流方向的连续性点缺或者缺点群居性爆量时,喷墨装置2会在固定位置连续喷印减少缺点的漏失。喷墨装置2是由56支喷笔组成且覆盖全幅宽(2530mm)进行喷墨的装置,每两支喷笔之间的距离为20mm,单支喷笔的覆盖幅宽为25.4mm。当自动光学检查机1传输给控制系统的横向位置在两喷笔之间的b区域时由
①
1号喷笔和
②
2号喷笔共同进行喷墨;当缺点横坐标在a区域时由
①
1号喷笔进行喷墨;当缺点横坐标在c区域时由
②
2号喷笔进行喷墨;当缺点横向坐标在两喷笔间的中间区域时两侧喷笔会同时进行喷墨,生产记录数据时同时喷印的两枚章型只记录一次,这样对记录缺点个数和喷墨率不会有影响。其中,a区域的幅宽为6mm、b区域的幅宽为8mm、c区域的幅宽为6mm。
15.备用轴喷墨装置3是由伺服机构和喷笔组成,伺服机构设置有两组,每组伺服机构上滑动连接有一直喷笔,喷笔与伺服机构通过一块金属板连接,伺服机构带动喷笔移动,最大移动速率调整可达12m/s,分别对0-1265mm和1266-2530mm幅宽的缺点进行喷墨。当喷墨装置2某一喷笔异常或者有漏喷墨的缺点时控制系统会将漏喷印缺点的信息发送给备用轴喷墨装置3,备用轴喷墨装置3按照缺点的信息(横向位置)对缺点进行补喷。
16.由于喷笔安装位置高度的问题,还设计有维修平台4。维修平台4是当查看章型装置5连续检出有喷印不清晰的章型时将喷墨装置2部分喷笔关闭时方便人员站在维修平台4上维修或擦拭喷笔。
17.查看章型装置5通过一组相对简单的光学检查装置将喷印的章型进行检出,查看章型装置5将检出的章型通过属性进行分类,喷印清晰的章型在查看章型装置5的界面上判定为m,喷印不清晰的章型判定为d。正常章型的长*宽为20mm*10mm,当连续检出有3枚喷印小于这个预设大小的章型时查看章型装置5会进行报警,操作人员则对相应位置的喷笔先进行关闭后进行擦拭,在此关闭喷笔擦拭的时间段中需喷印的缺点会由控制系统分配给备用轴喷墨装置2。
实施例二:
18.如图5所示,本实施例提供一种偏光膜缺点检查喷印方法,应用于实施例一所述偏光膜缺点检查喷印装置,具体流程为:自动光学检查机1检出偏光膜生产过程中产生的缺
点,并通过tcp/ip协议将需要进行喷墨的缺点位置和缺点类型信息发送给控制系统,控制系统计算缺点在膜面的位置并在其到达喷墨装置2指定喷笔的下方时进行喷墨;当出现有缺点集中性爆量,少数缺点喷墨装置2未能完成喷印时,控制系统会将漏喷墨缺点的位置传输给备用轴喷墨装置3进行补喷; 喷印完成后通过查看章型装置5对喷印状况(章型清晰度)进行监控,当连续出现有3枚喷印不清晰的章型时操作人员会将喷墨装置2中喷印异常的喷笔关闭进行擦拭,擦拭期间该喷笔分配的缺点会由控制系统传输给备用轴喷墨装置3进行一次排班喷印。
19.综上,本发明在常规热发泡喷印方式的基础上修改为按需喷印的全幅宽固定喷墨方式,并增加备用轴喷墨装置可将喷印达成率实现100%,还增加查看章型装置对喷印章型的清晰度进行有效卡控,可针对不同的缺点喷印不同的章型,能够很好的使用到现代各类偏光膜缺点的喷印中。
20.以上所述述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
当前第1页1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!