一种定子叠片检测装置的制作方法-j9九游会真人
1.本实用新型涉及电机定子叠片技术领域,尤其涉及一种定子叠片检测装置。
背景技术:
2.作为电器和各种机械的动力源,电机广泛应用于生产和生活的方方面面。而电机中的定子主要包括定子叠片叠置成的定子铁芯,因此定子叠片的质量对电机的质量寿命有至关重要的影响。为此现设计一款对定子叠片外观、齿槽等进行精确测量,以确保定子叠片质量的定子叠片检测装置。
技术实现要素:
3.鉴于现有技术中的上述缺陷或不足,期望提供一种检测功能齐全、检测效率高、效果好、可确保定子叠片质量的定子叠片检测装置。
4.本实用新型提供的一种定子叠片检测装置,包括:
5.工作台,设置有第一工作台及其一侧的第二工作台;
6.外观检测机构,设置于所述第一工作台上,所述外观检测机构设置有用于检测定子叠片高度的位移尺以及平行度和平面度检测的检测传感器;
7.通规检测机构,设置于所述第一工作台上,位于所述外观检测机构的一侧,所述通规检测机构设置有用于对定子叠片的齿槽、齿槽轮廓度和内径进行检测的三个规;
8.焊缝检测机构,设置于所述第二工作台上,所述焊缝检测机构设置有用于对定子叠片的焊缝进行检测的视觉检测器。
9.进一步的,所述外观检测机构包括设置于所述第一工作台顶面的第一安装架,所述位移尺设置于所述第一安装架的顶面,所述第一安装架的顶面还设置有联动架,所述联动架上端对称的设置有两组压紧配重块,所述联动架下端贯穿所述第一安装架的顶面与连接板固定连接,所述检测传感器与所述连接板固定连接,所述检测传感器的下方与第一安装架的底面间设置有放置座。
10.进一步的,所述检测传感器为位移传感器,且该检测传感器设置的数量为8个。
11.进一步的,所述通规检测机构包括固定设置于所述第一工作台顶面的三个第二安装架,所述规设置于所述第二安装架的对应位置上,分别为第一规、第二规和第三规,所述规的上端通过固定架与伸缩部件固定连接,所述规的下方对应设置有托盘,所述托盘的底面与电缸的伸缩端固定连接。
12.进一步的,所述焊缝检测机构包括固定设置于所述第二工作台顶面的第三安装架,所述第三安装架上设置有转盘,所述视觉检测器设置于所述转盘的正上方,所述视觉检测器固定连接有升降部件,所述转盘的底面固定连接有电动回转部件。
13.相对于现有技术而言,本实用新型的有益效果是:
14.本实用新型的检测装置设置有外观检测机构、通规检测机构和焊缝检测机构。通过各个机构的相互配合筛选出不合格的产品,检测功能齐全、检测效率高、效果好,确保了
定子叠片的质量,大大提高了生产效,适于工业化的生产。
15.应当理解,实用新型内容部分中所描述的内容并非旨在限定本实用新型的实施例的关键或重要特征,亦非用于限制本实用新型的范围。本实用新型的其它特征将通过以下的描述变得容易理解。
附图说明
16.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本实用新型的其它特征、目的和优点将会变得更明显:
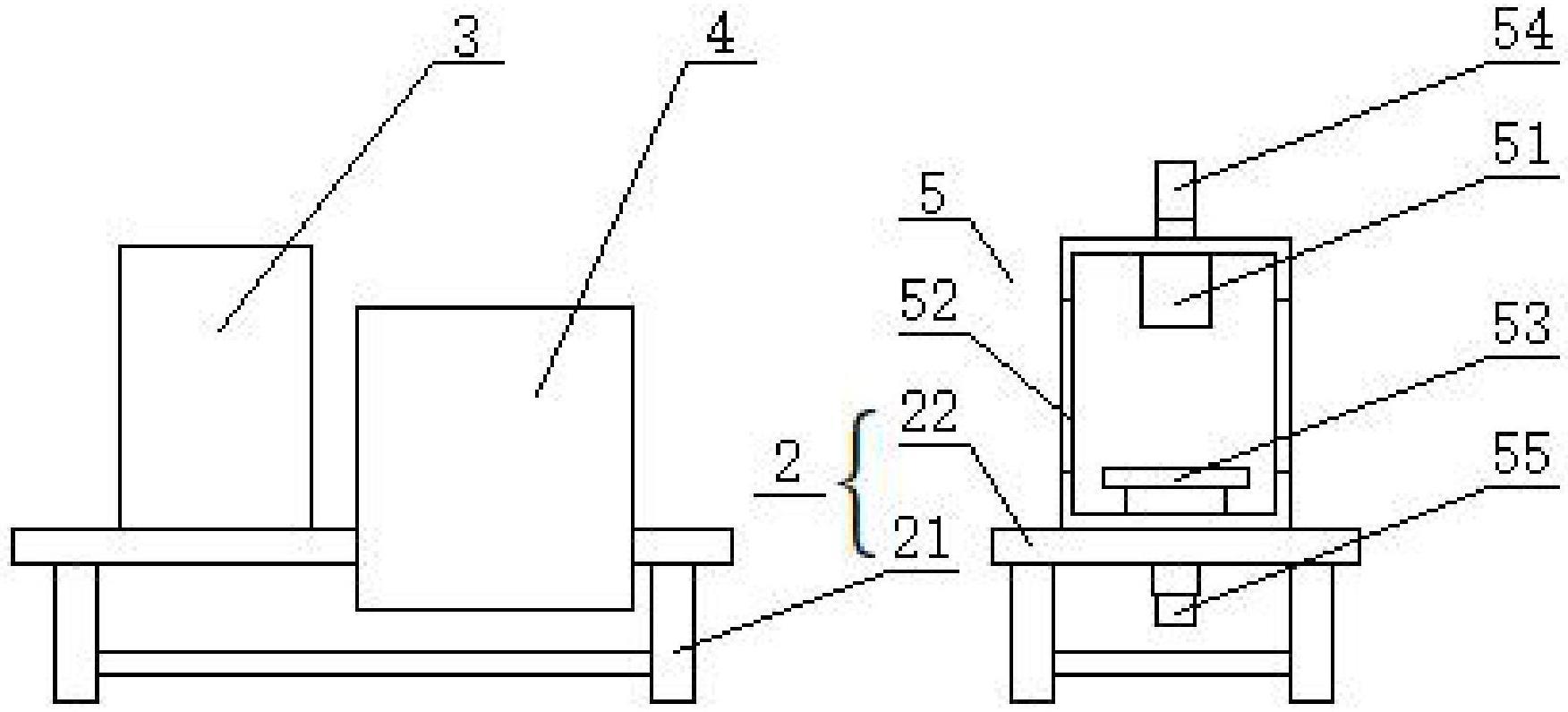
17.图1为定子叠片检测机构的结构示意图;
18.图2为外观、通规检测机构的结构示意图;
19.图3为焊缝检测机构的结构示意图。
20.图中标号:1、定子叠片;2、工作台;3、外观检测机构;4、通规检测机构;5、焊缝检测机构;
21.21、第一工作台;22、第二工作台;
22.31、位移尺;32、检测传感器;33、第一安装架;34、联动架;35、压紧配重块;36、连接板;37、放置座;
23.41、规;42、第二安装架;43、第一规;44、第二规;45、第三规;46、固定架;47、伸缩部件;48、托盘;49、电缸;
24.51、视觉检测器;52、第三安装架;53、转盘;54、升降部件;55、电动回转部件。
具体实施方式
25.下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关实用新型,而非对该实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与实用新型相关的部分。
26.需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
27.请参考图1~图3,本实用新型的实施例提供了一种定子叠片检测装置,包括:
28.工作台2,设置有第一工作台21及其一侧的第二工作台22;
29.外观检测机构3,设置于第一工作台21上,外观检测机构3设置有用于检测定子叠片1高度的位移尺31以及平行度和平面度检测的检测传感器32;
30.通规检测机构4,设置于第一工作台21上,位于外观检测机构3的一侧,通规检测机构4设置有用于对定子叠片1的齿槽、齿槽轮廓度和内径进行检测的三个规41;
31.焊缝检测机构5,设置于第二工作台22上,焊缝检测机构5设置有用于对定子叠片1的焊缝进行检测的视觉检测器51。
32.在本实施例中,在定子叠片1加工完成后,将其放置于该检测装置中,通过外观检测机构3、通规检测机构4、焊缝检测机构5进行自动检测,之后将测得的相关参数与合格产品参数进行对比,剔除不合格产品,确保了定子叠片1的质量,大大提高了生产效;该装置检测精确度高、自动化程度强,有利于实现工业化的批量生产。
33.在一优选实施例中,如图2所示,外观检测机构3包括设置于第一工作台21顶面的
第一安装架33,位移尺31设置于第一安装架33的顶面,第一安装架33的顶面还设置有联动架34,联动架34上端对称的设置有两组压紧配重块35,联动架34下端贯穿所述第一安装架33的顶面与连接板36固定连接,检测传感器32与连接板36固定连接,检测传感器32的下方与第一安装架33的底面间设置有放置座37。
34.在本实施例中,外观检测机构3运行时,将定子叠片1放置于放置座37,压紧配重块35带动联动架34下移,促使连接板36下移,从而带动检测传感器32向下运动,结合计算机辅助点击定子叠片1的不同位置,借助最小二乘法等特定程序计算得到平行度与平面度的相关参数,通过与合格品的参数进行对比,剔除不合格产品保证定子叠片1的质量;在检测传感器32运行的同时,第一安装架33上的位移尺31通过位移变化来完成定子叠片1的高度值的测定,进一步筛选出合格产品。
35.在一优选实施例中,如图2所示,检测传感器32为位移传感器,且该检测传感器32设置的数量为8个。
36.在本实施例中,检测传感器32设置有多个,可对不同位置的定子叠片1进行全方位检测,大大增加了检测的精确度,增加了该装置的实用性。
37.在一优选实施例中,如图2所示,通规检测机构4包括固定设置于第一工作台21顶面的三个第二安装架42,规41设置于第二安装架42的对应位置上,分别为第一规43、第二规44和第三规45,规41的上端通过固定架46与伸缩部件47固定连接,规41的下方对应设置有托盘48,托盘48的底面与电缸49的伸缩端固定连接。
38.在本实施例中,定子叠片1倍放置于托盘48上,启动伸缩部件47,第一规43下移插入定子叠片1,对其上的齿槽进行开槽检测,若第一规43在下移过程中出现了卡顿情况,则该产品不合格;同理,第二规44下移插入定子叠片1,对其内的齿槽轮廓度进行检测,以剔除不合给产品;第三规45下移插入定子叠片1,测定其内径是否符合要求。通过上述规41的下移来测定定子叠片1是否符合要求,以此剔除不合格产品,大大提高了生产质量,有利于电机的质量寿命的增加。
39.在规41运行的过程中,电缸49可通过调节托盘48的高度来控制定子叠片1的位置,有利于通规的精确检测。
40.在一优选实施例中,如图1和图3所示,焊缝检测机构5包括固定设置于第二工作台22顶面的第三安装架52,第三安装架52上设置有转盘53,视觉检测器51设置于转盘53的正上方,视觉检测器51固定连接有升降部件54,转盘53的底面固定连接有电动回转部件55。
41.在本实施例中,定子叠片1被放置于转盘53上,通过升降部件54控制视觉检测器51的所处位置,结合电动回转部件55自动调节定子叠片1的位置和角度,有利于对定子叠片1的每一条焊缝进行全方位拍照,通过图像对比来检测该定子叠片1是否存在气泡、开裂等焊接不良的问题,有效地提高了产品的质量,增加了该装置的实用性。
42.在本说明书的描述中,术语“连接”、“安装”、“固定”等均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
43.在本说明书的描述中,术语“一个实施例”、“一些实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本技术的至少一个实施例或示例中。
在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
44.以上仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
当前第1页1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!