陶瓷结合剂细粒度金刚石蜂窝磨块的激光固化成形方法与流程-j9九游会真人
1.本发明涉及金刚石技术领域,具体涉及的是一种陶瓷结合剂细粒度金刚石蜂窝磨块的激光固化成形方法。
背景技术:
2.以陶瓷结合剂制备而成的细粒度金刚石超硬工具,可用于半导体晶圆、陶瓷纤维复合材料发动机叶片等零部件的精密磨削加工,对于高性能半导体器件加工、航空航天关键装备制造的发展具有重要意义。随着应用场景的不断拓展,对零部件的性能要求越来越高,由此促使金刚石工具在形状、制备方法及性能上进行革新。因此,发展激光增材制造金刚石超硬工具具有重要意义。
3.零部件的成形加工,是通过加工来实现的,主要流程有线切、研磨、抛光等,细粒度的金刚石工具主要用于零部件的抛光工序,目的是为了降低零件表面粗糙度,提高零件精度。陶瓷结合剂金刚石工具是常用的抛光工具。采用激光光固化成形陶瓷结合剂细粒度金刚石蜂窝磨块,是制造高性能金刚石加工工具的有效途径。然而在陶瓷结合剂中添加细粒度金刚石粉,会导致浆料不易成形,最终导致复合材料无法应用于光固化打印技术。
4.为解决上述技术问题:专利号为“cn202011645208.0”公开了一种陶瓷金属复合成型件及其制备方法以及耐磨件,将陶瓷颗粒和粘接剂混合烧结成陶瓷预制体。在陶瓷预制体保持烧结后的余热的情况下,将陶瓷预制体置于浇注模具中进行金属熔体浇注,浇注后进行加压复合成型。其能够增加金属与陶瓷的界面结合强度。
5.专利号为“cn202010859846.6”公开了一种陶瓷复合材料及其制作方法、电子设备的壳体和电子设备,提供一种陶瓷复合材料的制备方法,包括:制备坯体,其中,所述坯体包括第一陶瓷材料预制层和第二陶瓷材料预制层,所述第一陶瓷材料预制层包括第一陶瓷材料,所述第二陶瓷材料预制层包括第二陶瓷材料和造孔剂;加热排胶,去除所述坯体中的所述造孔剂;将排胶后的坯体烧结成烧坯,使得所述第一陶瓷材料预制层形成致密陶瓷材料层,所述第二陶瓷材料预制层形成多孔陶瓷材料基体。
6.专利号为“cn202210717640.9”公开了一种高耐磨复合陶瓷材料及其制备方法,高耐磨复合陶瓷材料以陶瓷材料为主体材料,且所述的高耐磨复合陶瓷材料中的陶瓷材料是以两种结合状态结合在一起;其中,一种是陶瓷材料之间以离子键和共价键结合状态结合在一起,另一种是陶瓷材料之间通过高分子材料以化学键的方式结合在一起,形成一种存在两种陶瓷材料结合状态的高耐磨复合陶瓷材料。本发明采用陶瓷材料经过二次烧结,制作成具有两种陶瓷材料结合结构的复合陶瓷材料,通过少量的高分子聚合物以化学键方式与陶瓷颗粒结合在一起,形成的复合陶瓷材料具有更高的耐磨性能,可以进一步提升陶瓷材料的整体耐磨性及韧性等性能。
7.专利号为“cn202111672509.7”公开了一种陶瓷浆料及其制备方法,包括如下组分:54-62wt%的陶瓷粉体与造孔剂的混合料、1-2wt%的分散剂、32-39wt%的有机溶剂及
4-5.5wt%的粘结剂。
8.专利号为“cn202010910748.0”公开了一种耐磨、使用寿命长的金属陶瓷复合材料及其制备方法。所述金属陶瓷复合材料,由熔融金属液浇注陶瓷预制体制备得到;所述陶瓷预制体包括以下组分:ni-p合金包覆的zta陶瓷、sic、ti、feb、ti3sic2、造孔剂、粘结剂。所述金属陶瓷复合材料具有良好的耐磨性和使用寿命。
9.上述公开专利都涉及到陶瓷复合材料工艺的制造和其应用,也提出了不少的改进技术方案,添加的复合材料有诸如有机材料、金属材料,很大程度上提高了陶瓷复合材料的寿命,使得以陶瓷为结合剂体的复合材料性能提高。但是这些专利技术都没有涉及到金刚石加工工具制备和超精密加工领域,所使用的制备工艺相对复杂、传统,并没有实质解决高效的解决陶瓷结合剂细粒度金刚石工具在超高精密加工领域中的应用。也没有真正发挥以陶瓷作为结合剂体的材料的耐磨等优点,因此前面所述的问题仍然存在。
技术实现要素:
10.发明人在研究中发现,之所以会出现这样陶瓷结合剂体中添加细粒度金刚石成分导致的浆料无法使用的情况,是由金刚石粒径大小和配方质量比及其本身性质有关。
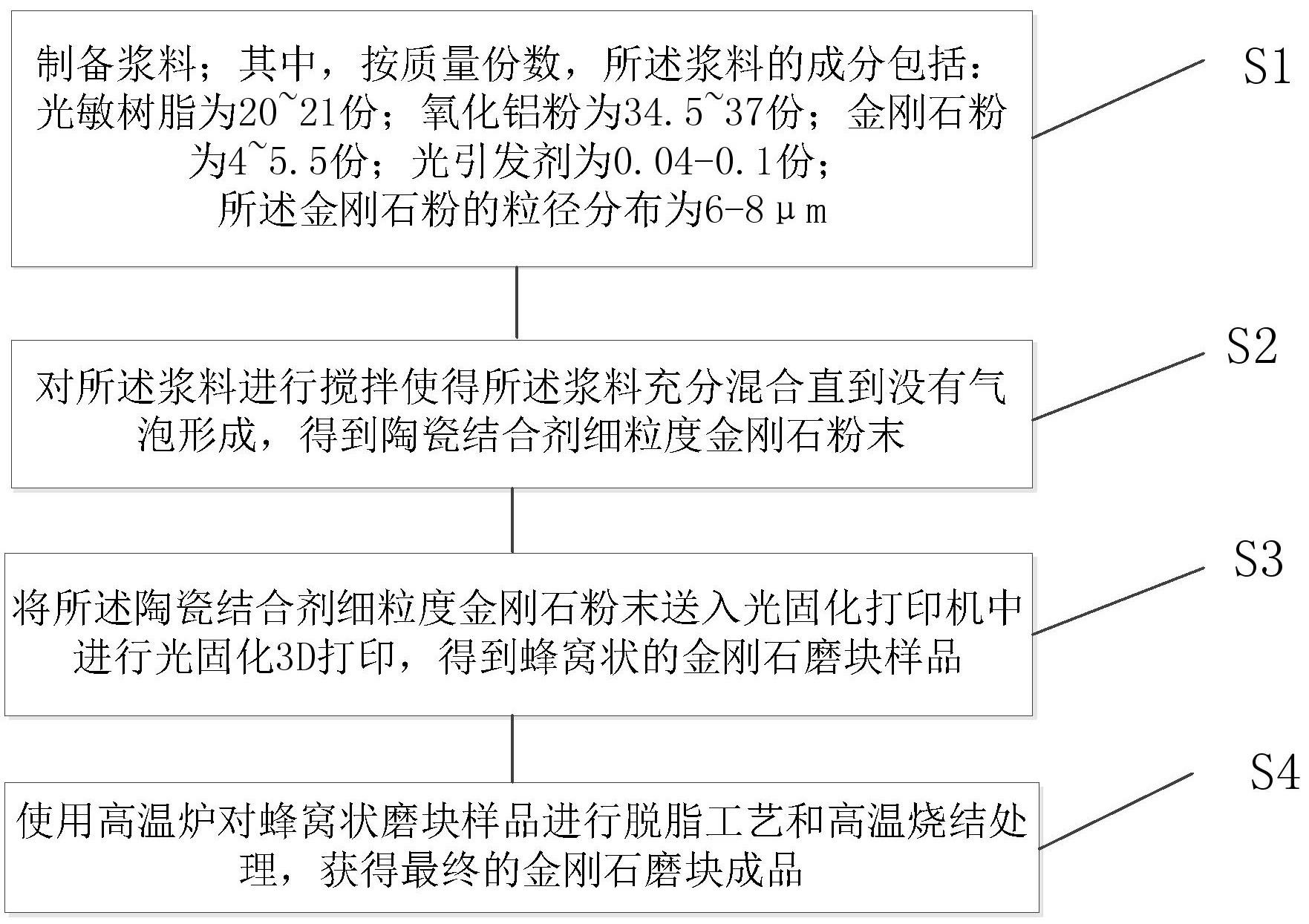
11.鉴于此,本发明的技术方案如下:一种陶瓷结合剂细粒度金刚石蜂窝磨块的激光固化成形方法,其包括以下步骤:s1,制备浆料;其中,按质量份数,所述浆料的成分包括:光敏树脂为20~21份;氧化铝粉为34.5~37份;金刚石粉为4~5.5份;光引发剂为0.04-0.1份;所述金刚石粉的粒径分布为6-8μm;s2,对所述浆料进行搅拌使得所述浆料充分混合直到没有气泡形成,得到陶瓷结合剂细粒度金刚石粉末;s3,将所述陶瓷结合剂细粒度金刚石粉末送入光固化打印机中进行光固化3d打印,得到蜂窝状的金刚石磨块样品;s4,使用高温炉对蜂窝状磨块样品进行脱脂工艺和高温烧结处理,获得最终的金刚石磨块成品。
12.优选地,所述氧化铝粉的粒径分布为1-8μm。
13.优选地,步骤s2中,采用机械混合机以2600r/min的速度搅拌浆料使之充分混合,混合时间为3小时。
14.优选地,步骤s3中,光固化打印机的打印层厚为25um,曝光能量密度为85mw/cm2,单层曝光时间为1.5s。
15.优选地,步骤s4中,脱脂处理工艺的温度不超过700℃;高温烧结处理的温度不超过900℃。
16.优选地,步骤s4中,相较于金刚石磨块成品,金刚石磨块样品的收缩率为10%。
17.优选地,所述金刚石磨块成品的蜂窝直径为10 mm,高度5 mm。
18.优选地,还包括:采用超声扫描显微镜对金刚石磨块成品进行分析检测。
19.综上所述,本发明实施例公开的陶瓷结合剂细粒度金刚石蜂窝磨块的激光固化成形方法,其给出了浆料中各个配方的质量比与粒径分布区间,之后利用激光固化成形技术
打印陶瓷结合剂细粒度金刚石样品,与现有技术相比,本实施例具有生成的金刚石磨块质量高,成形速度快,可成形复杂形状等优势。
附图说明
20.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
21.图1为本发明实施例提供的陶瓷结合剂细粒度金刚石蜂窝磨块的激光固化成形方法的流程图;图2为本发明一实施例提供的浆料成分图;图3为本本发明实施例提供的脱脂工艺的温度时间曲线图;图4为本发明提供的高温烧结处理工艺的温度时间曲线图;图5为本发明实施例提供的蜂窝磨块实物图;图6为本发明实施例提供的超声扫描显微镜的分析检测图;图7为本发明实施例提供的金刚石显微电镜图。
22.图8为图7的部分放大示意图。
具体实施方式
23.为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
24.请参阅图1,本发明实施例提供了一种陶瓷结合剂细粒度金刚石蜂窝磨块的激光固化成形方法,其包括以下步骤:s1,制备浆料。
25.在本实施例中,经研究发现,之所以会出现陶瓷结合剂体中添加细粒度金刚石成分导致的浆料无法使用的情况,是由金刚石粒径大小和配方质量比及其本身性质有关,为此经不断调整配方质量比与粒径大小,最终得到了一个可成形区间,具体地:按质量份数,所述浆料的成分包括:光敏树脂为20~21份;氧化铝粉为34.5~37份;金刚石粉为4~5.5份;光引发剂为0.04-0.1份;所述金刚石粉的粒径分布为6-8μm;光敏树脂和氧化铝粉的粒径分布为1-8μm。采用这个配比配制浆料,可达到最优的成形效果。
26.其中,光敏树脂即是uv树脂,由聚合物单体与预聚体组成,光敏树脂成分由丙烯酸酯化环氧树脂(光敏预聚体)、苯乙烯(st)和乙烯基吡咯烷酮(nvp)等活性稀释剂组成。光引发剂可采用羟基酮。
27.如图2所示,在一个实施例中,光敏树脂的质量为20.1g;氧化铝粉的质量为34.8份(粒径分布为1-8μm);金刚石粉的质量为4.2g(粒径分布为6-8μm);光引发剂的质量为0.1g。
28.s2,对所述浆料进行搅拌使得所述浆料充分混合直到没有气泡形成,得到陶瓷结合剂细粒度金刚石粉末。
29.具体地,可用机械混合机以2600r/min的速度搅拌浆料,使之充分混合直到没有气泡形成,且没有明显的结块现象。
30.其中,混合时间可为3小时,当然也可以根据时间的需要对转速和混合时间进行调整,本发明不做具体限定。s3,将所述陶瓷结合剂细粒度金刚石粉末送入光固化打印机中进行光固化3d打印,得到蜂窝状的金刚石磨块样品。
31.其中,所使用的光固化打印机可为dlp3d打印机。激光固化成形工艺参数可为:打印层厚为25um,曝光能量密度为85mw/cm2,单层曝光时间为1.5s。
32.s4,使用高温炉对蜂窝状磨块样品进行脱脂工艺和高温烧结处理,获得最终的金刚石磨块成品。
33.在本实施例中,使用激光固化成形方法制得的陶瓷为树脂等杂质与金刚石、陶瓷的混合体,脱脂工艺主要是将金刚石磨块样品中杂质成分通过热处理完全排除。采用脱脂、高温烧结致密化两步处理,可以将打印坯体内部的树脂、分散剂、光引发剂等杂质充分挥发。
34.然而,发明人在研究中发现若脱脂和高温烧结的温度太高,其成分中的金刚石会发生石墨化。因此发明人通过不断试验最后确定脱脂工艺和高温烧结处理中所需温度的最佳参数。其中,如图3和图4所示,脱脂工艺温度参数调控不超过700℃,高温烧结处理温度参数调控不超过900℃,以防止成分中的金刚石材料发生石墨化。
35.在实施例中,相较于金刚石磨块成品,金刚石磨块样品的收缩率为10%。
36.如图5所述,所述金刚石磨块成品的蜂窝直径为10 mm,高度5 mm,采用超声扫描显微镜对金刚石磨块成品进行分析检测,其显微结构表征如图6-8所示,发现无明显缺陷。
37.综上所述,本发明实施例公开的陶瓷结合剂细粒度金刚石蜂窝磨块的激光固化成形方法,其给出了浆料中各个配方的质量比与粒径分布区间,之后利用激光固化成形技术打印陶瓷结合剂细粒度金刚石样品,与现有技术相比,本实施例具有生成的金刚石磨块质量高,成形速度快,可成形复杂形状等优势。
38.以上所描述的实施例是本发明一部分实施例,而不是全部的实施例。本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
当前第1页1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!