冲出铃铛撞锤固定轴的机械定时器罩壳的制作方法-j9九游会真人
1.本实用新型涉及到机械定时器,尤其涉及到铃铛机械定时器。
背景技术:
2.机械定时器在日常生活中应用广泛,例如常温下的闹钟、风扇,高温环境的微波炉、烤箱等。烤箱机械定时器的定时与打铃提醒为一体,打铃打一声。因其在高温环境(100℃以上甚至更高)下使用,安装在烤箱内的机械定时器的零部件要全为金属材料或定时盘和定位盘为耐高温的塑料。现有的烤箱机械定时器包括铃铛、撞锤、弹簧丝,扭簧主动轴、定时盘、定位盘、罩壳、上夹板、压紧主动齿轮的开口钢圈、主动齿轮、扭簧、从动齿轮、使第一从动齿轮复位的弹簧、棘轮、钢叉或摆重盘的减速机构、下夹板、罩壳底板、安装连接架和旋转把手,侧边的开关。上下夹板,上下夹板之间的扭簧主动轴、主动齿轮、扭簧、从动齿轮、棘轮、钢叉或摆重盘的减速机构为定时器的机心,上、中、下的整体结构,长和宽一般是3-5厘米,高一般是2厘米左右,体积小要求金属零部件精密,公差误差要小。存在以下的不足,1、是减速机构——钢叉或摆重盘。钢叉,在与棘轮这边配合使用的钢叉头部安装两根的销针摆轴;钢叉尾部是y形口,与摆重盘上的一根销针摆轴配合使用,摆重盘轴上安装有弹簧游丝,弹簧游丝另一头固定在上夹板上,这个结构定时精准但会偷停。摆重盘,与棘轮配合使用这边安装两销针摆轴,这样的摆重盘的定时器没有钢叉的定时器定时精准但不会偷停。两个结构都是使用到销针摆轴,为不锈钢材料,要求在1毫米级以下的尺寸,一般是0.1-0.2毫米,加工精度要求高,安装销针摆轴的圆孔钻孔要求定位要精准及误差要小,工序多与慢,效率低,成本高,装配销针摆轴操作要求精细难以实现自动化装配,做不到粗放加工安装又可以到达使用要求。2、从动齿轮、棘轮、钢叉或摆重盘的销轴都是台阶式的销轴,轴的两端尺寸比轴的主体要小成为销,轴的主体一般大于1毫米,销一般小于1毫米,这样的轴就是台阶式的销轴,台阶式的销轴的顶是一个圆点。与台阶式的销轴配合使用的上下夹板的扭簧主动轴的轴孔周边相应的位置精确定位和钻孔,设置圆孔,台阶式的销轴与钻孔的上下夹板安装固定从动齿轮、棘轮、钢叉或摆重盘,台阶式的销轴二道加工工序多与慢,钻孔定位要精准加工精度要高,台阶式的销轴装配操作要求精细,效率低,成本高,做不到粗放加工安装又可以到达使用要求。上下夹板的孔也难以留住润滑油容易变干。3、扭簧主动轴,除旋转把手这段其它部分都是圆柱体锥台式的主动轴,扭簧主动轴尾段加工成锥形台阶的结构及尾段尾部的外牙螺纹与中心圆孔的铃铛配合使用,用螺母拧紧铃铛。这样安装铃铛,扭簧主动轴是长轴贯穿整个定时器,分多级圆柱体锥台式的扭簧主动轴,扭簧、主动齿轮和上夹板一级,罩壳、定位盘和定时盘一级,再到铃铛一级;因为是圆柱轴要防滑和扭动,所以要在轴上加工凹槽安装开口的圆钢圈压紧主动齿轮和扭簧,所以采用耐高温的塑料来做一体的定位盘和定时盘,要在轴上钻孔插销来定位、扭动定位盘和定时盘;在轴的尾段后还加工一凹槽来摆放撞锤的弹簧丝。扭簧主动轴是多级圆柱体锥台式的结构,结构复杂,圆柱形的轴要防滑和扭动,钻孔、戳牙、车边,二道加工工序多与慢,轴面不平整光滑,精度要求高,装配操作要求精细,效率低,成本高,难以实现自动化装配,做不到粗放加工安装又可以到
达使用要求。4、铃铛撞锤的固定轴是通过铆定一根细圆轴在罩壳上,安装撞锤和提供复位的弹簧丝到细圆轴上还要用一小钢圈套住细圆轴不至于脱落,弹簧丝一头穿过撞锤头上的小圆孔一头摆放到扭簧主动轴尾部后的凹槽。要给罩壳开孔再铆定细圆轴到罩壳上,再安装撞锤与弹簧丝,防脱落,工序多与慢,效率低,成本高,难以实现自动一体化加工罩壳,做不到粗放加工安装又可以到达使用要求。以上四点是现有烤箱机械定时器的不足,这都是由现有零部件的形状结构或产品的构造造成的,造成整个生产工序多效率低,生产成本过高,难以实现更多自动化装配或加工。现对以上4点不足进行一系列的改进,改进零部件形状结构、尺寸、产品构造,减少工序,简化加工,降低生产成本,做到粗放加工安装又可以到达使用要求,实现更多自动化装配或加工,提出分开申请如下。
技术实现要素:
3.本实用新型公开冲出铃铛撞锤固定轴的机械定时器罩壳,解决背景技术所述的在罩壳上铆定铃铛撞锤固定轴带来的做不到粗放加工安装又可以到达使用要求的问题,技术方案如下。
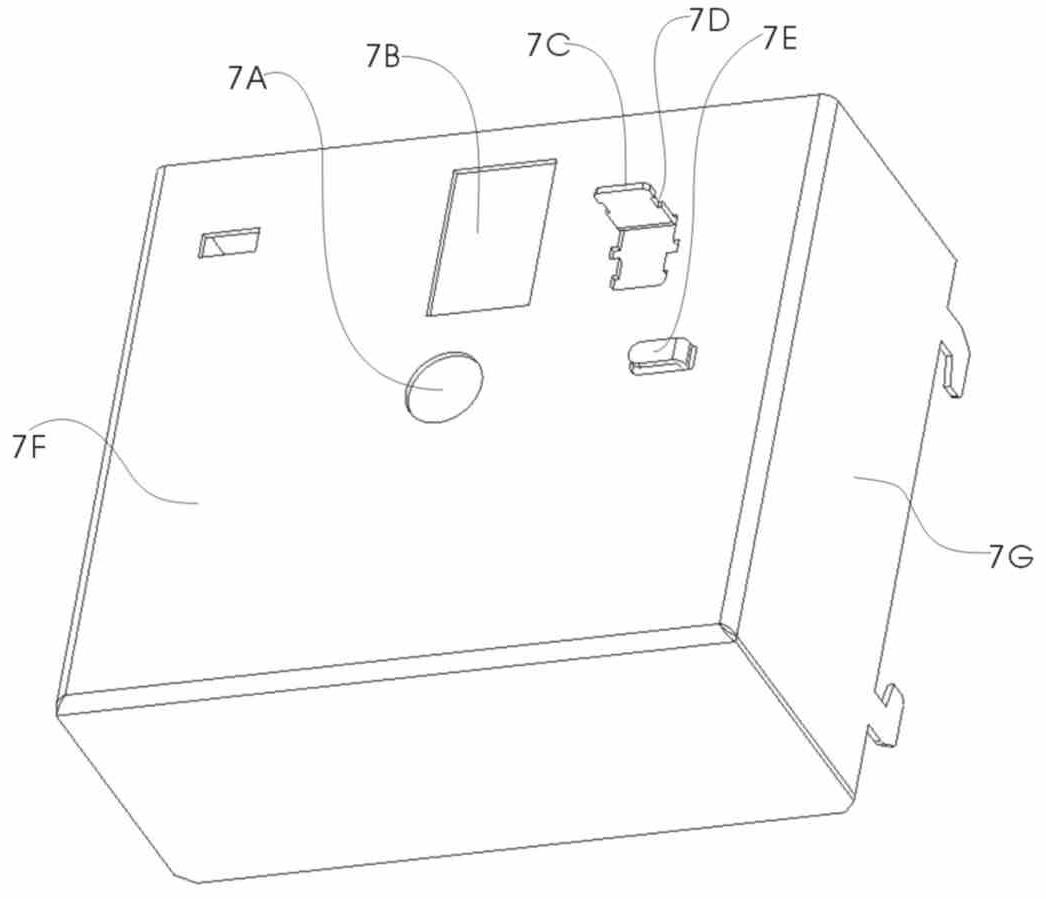
4.冲出铃铛撞锤固定轴的机械定时器罩壳,包括罩壳本体,在弹簧开关键一侧的罩壳顶壁处开有弹簧开关键通孔,对着弹簧开关键通孔的罩壳顶壁中心处开有轴孔,在弹簧开关键通孔到轴孔方向的弹簧开关键通孔一侧的罩壳顶壁处冲出铃铛撞锤的固定轴,在轴孔一侧的罩壳顶壁处开有弹簧丝的固定扣。
5.所述的在弹簧开关键通孔到轴孔方向的弹簧开关键通孔一侧的罩壳顶壁处冲出铃铛撞锤的固定轴是片状轴,片状轴两边有卡口。
6.有益效果,与在罩壳上铆定铃铛撞锤圆形固定轴的结构相比,在罩壳上冲出铃铛撞锤的片状固定轴,片状轴两边有卡扣,在轴孔一侧的罩壳顶壁处开有弹簧丝的固定扣,可一体化快速加工罩壳成形,减少工序,不用在扭簧主动轴上加工摆放弹簧丝的凹槽,降低生产成本。
附图说明
7.图1是缺口减速卡盘的结构示意图;
8.图2是摆重盘的结构示意图;
9.图3是平头销轴的结构示意图;
10.图4是缺口减速卡盘与摆重盘装配的示意图;
11.图5是装配好的缺口减速卡盘与棘轮配合使用的示意图;
12.图6是下夹板的结构示意图;
13.图7是上夹板的结构示意图;
14.图8是罩壳的结构示意图;
15.图9是扭簧主动轴的结构示意图;
16.图10是铃铛内部结构的示意图;
17.图11是移开罩壳的上夹板顶结构示意图;
18.图12是揭开罩壳的上夹板顶的结构示意图;
19.图13是少罩壳的爆炸图;
20.图14是整个铃铛机械定时器的示意图。
实施方式
21.附图标示说明:零部件用数字表示,零部件的结构或零部件的再零部件用大写字母表示,再下面的部位又用数字表示。
22.铃铛1,撞锤2,弹簧丝3,扭簧主动轴4,定时盘5,定位盘6,罩壳7,上夹板8,主动齿轮9,扭簧10,第一从动齿轮11,第二从动齿轮12,第三从动齿轮13,棘轮14,缺口减速卡盘15,摆重盘16,平头销轴17、下夹板18,主动齿轮压紧盘19,弹簧开关键20,弹簧21,安装连接架22。
23.本具体实施方式为解决背景技术4点的不足,提出一系列的改进,公开以下的技术方案,分开申请。结合烤箱铃铛机械定时器附图进一步说明本发明,但不限于烤箱铃铛机械定时器的使用。本案没有涉及到的零部件省略。
24.如图1所示,缺口减速卡盘15是圆形,厚可大于棘轮14的厚,缺口15a是对称圆弧形,中心是轴孔15b。如图5所示,缺口15a跨过3个棘轮齿为单位与棘轮14接触卡顿减速。缺口减速卡盘15比销针摆轴尺寸大得多。缺口减速卡盘15金属材料,模具冲压成形。
25.如图2所示,摆重盘16是圆形,厚度和大小可根据要求而定,三等分缺口形状,缺口16a是对称圆弧形,中心是轴孔16b,平头销轴17。摆重盘16可有其它形状与结构,近似长方形的盘,三等分开孔的圆轮,三等分缺口的圆盘,能实现固定频率左右摆动的形状与结构就是摆重盘。摆重盘16金属材料,模具冲压成形。
26.如图3所示,第一从动齿轮11、第二从动齿轮12、第三从动齿轮13和棘轮14,包括大齿轮、轴及轴面上的6、7或8齿的小齿轮,摆重盘16与缺口减速卡盘15的轴,上下夹板之间使用到的这些销轴都是平头销轴17,尺寸一致,直径一般在1-2毫米之间,长短一样,与上夹板8和下夹板18之间的尺寸相配合。平头销轴17包括两头的销17a与主体轴17b,销17a与主体轴17b的尺寸一致,平头销轴17的顶是平面17c,平面17c与轴面是倒角17d过渡。销17a是插入上夹板和下夹板的凹槽相应。平头销轴17顶平面17c与轴面可以是90℃过渡或者是斜面过渡。平头销轴17是铁线或不锈钢线裁断倒角即可成形。
27.如图4、图5所示,缺口减速卡盘15小于摆重盘16,缺口减速卡盘15的缺口15a位于摆重盘16相邻两个缺口16a之间,利用轴孔15b、16b与平头销轴17的公差冲压装配一体;摆重盘16与缺口减速卡盘15是分开的,模具冲压工艺,一个模具可以出多个产品。如图5所示,摆重盘16一面是缺口减速卡盘15,缺口减速卡盘15与摆重盘16加工为一体分不开,适用于较小尺寸的空间;模具冷镦工艺,一个一个的出。缺口减速卡盘15包含了摆重盘16的重量具有摆重的功能,缺口减速卡盘15与摆重盘16是融为一体,例如是分三等分开孔的盘,在相邻的开孔之间设置一缺口,增大缺口减速卡盘15的尺寸增加摆重的重量,适用于较大尺寸的空间。缺口减速卡盘15可以有其它形状与结构。缺口减速卡盘15、摆重盘16亦可以与现有台阶式的销轴配合使用。
28.如图5所示,装配好的缺口减速卡盘15d的缺口15a与棘轮14的大齿轮14a的接触配合使用,3个齿为一个单位,多少个齿为一单位看要求而定,实现卡顿减速。
29.如图6所示,下夹板18开有轴孔18a,轴孔18a的直径与扭簧主动轴4的中段轴4b的直径相应,轴孔18a的周围依次设置与平头销轴17两头的销17a相应的第一从动齿轮的第一
条形凹槽18b,条形凹槽18b一端靠近轴孔18a、第二从动齿轮的第二圆凹槽18c、第三从动齿轮的第三圆凹槽18d、棘轮14的第四圆凹槽18e,摆重盘16的第五圆凹槽18f。轴孔18a的四周设置收纳扭簧10的卡扣18g与扭簧连接扣18h。下夹板18设有连接上夹板8和罩壳7的卡口。下夹板18金属板材连续模具冲压成形。
30.如图7所示,上夹板8的顶板8g上开有轴孔8a,轴孔8a的直径梢小于扭簧主动轴4的第一台阶的尾段轴4c的直径是不让整条扭簧主动轴4向后松动,轴孔8a的周围依次设置与平头销轴17两头的销17a相应的第一从动齿轮的第一条形凹槽8b,条形凹槽8b一端靠近轴孔8a,第二从动齿轮的第二圆凹槽8c、第三从动齿轮的第三圆凹槽8d、棘轮14的第四圆凹槽8e,摆重盘16的第五圆凹槽8f;在第一条形凹槽8b外侧设置安装弹簧21的孔8h和卡扣8k,侧板8l侧边设置弹簧开关键的卡扣8m,侧板8l下边设有连接下夹板18的卡扣。上夹板8金属板材连续模具冲压、折弯成形。一端靠近轴孔8a的第一条形凹槽8b是让第一从动齿轮11在扭转定时时离开扭簧主动轴上的主动齿轮9,工作回转时又可以合上主动齿轮9,利用弹簧21让第一从动齿轮11的平头销轴17在第一条形凹槽8b、18b中可来回移动。定时时段较长的,例如六十分钟,可三个从动齿轮,上下夹板可设置三个从动齿轮的凹槽;定时较短的,例如五分钟,可两个从动齿轮,上下夹板可设置两个从动齿轮的凹槽。倒角的平头销轴与上下夹板的条形凹槽和圆凹槽配合使用,固定与转动销轴。冲凹槽快,少钻很多孔,明显提高效率。
31.如图8所示,冲出铃铛撞锤固定轴的机械定时器的罩壳7,包括罩壳顶壁7f和侧壁7g,侧壁7g底设有连接下夹板18的卡扣,在弹簧开关键20一侧的罩壳顶壁7f处开有弹簧开关键通孔7b,对着弹簧开关键通孔7b的罩壳顶壁7f中心处开有轴孔7a,轴孔7a直径稍大于第二台阶尾段轴4d的直径,在弹簧开关键通孔7b到轴孔7a方向的弹簧开关键通孔7b一侧的罩壳顶壁7f处冲出铃铛撞锤2的固定轴7c,固定轴7c是片状,片状的固定轴7c两边设有卡扣7d,在轴孔7a一侧的罩壳顶壁7f处开有弹簧丝3的固定扣7e。罩壳7金属板材连续模具冲压折弯成形。如图10、图11、图12所示,弹簧丝3一头穿过撞锤2上的弹簧丝通孔2d,撞锤2的轴孔2a与弹簧丝3卷装在罩壳7上片状的固定轴7c的卡扣7d处,弹簧丝3的另一头装入到固定扣7e,弹簧丝3让动力臂2b在内侧一直压住弹簧开关键20;工作是,定时时弹簧开关键20远离扭簧主动轴4,定时完成时弹簧开关键20突然落入定时盘5和定位盘6的缺口向扭簧主动轴4方向运动并推动动力臂2b转动撞锤头2c向铃铛1内壁撞击发出一次铃声提醒,扭转定时时弹簧开关键20滑出定时盘和定位盘的缺口,弹簧丝3的弹力恢复撞锤2的位置让动力臂2b一直压住弹簧开关键20。在罩壳顶壁冲出铃铛撞锤的片状固定轴,一体快速加工,粗放加工装配又可以满足使用要求,降低成本。
32.如图9所示,机械定时器的扭簧主动轴4,包括旋转把手的头段轴4a,旋转的中段轴4b,第一台阶的尾段轴4c,第二台阶的尾段轴4d,头段轴4a是一圆弧面4a1与一平面4a2相结合,中段轴4b是圆柱形,头段轴4a的一圆弧面4a1与中段轴4b面一致,第一台阶的尾段轴4c面低于中段轴4b面,第二台阶的尾段轴4d面低于第一台阶的尾段轴4c面,第一台阶的尾段轴4c两边的圆弧面4c1与两边的平面4c2相隔,第二台阶的尾段轴4d两边的圆弧面4d1与两边的平面4d2相隔,第一台阶的尾段轴一边的圆弧面4c1及第二台阶的尾段轴一边的圆弧面4d1与头段轴的一平面4a2同侧。第一台阶的尾段轴一边的圆弧面4c1及第二台阶的尾段轴一边的圆弧面4d1与头段轴的一平面4a2同侧是便于定时盘与定位盘的缺口对齐同侧,在装配时估算扭转角度定时及减少校准操作。第一台阶的尾段轴4c的直径稍大于上夹板8的扭
簧主动轴的轴孔8a的直径,第一台阶的尾段轴4c安装扭簧10、主动齿轮9、拉伸孔壁的主动齿轮压紧盘19。第二台阶的尾段轴4d可长可短,长的穿过罩壳在尾部安装铃铛,没有铃铛的不用穿过罩壳,第二台阶的尾段轴4d安装定时盘5和定位盘6。头段轴的一平面4a2与中段轴4b底之间可以是锥形台过渡4a3,是方便这样结构的光面的扭簧主动轴4采用模具冷镦工艺容易脱模,头段轴的一平面4a2与中段轴4b底之间是90℃脱模时有卡顿。两台阶的两边的圆弧面与两边的平面相隔是不再用在尾段轴上钻孔插销来扭转塑料的一体定时盘和定位盘的,主动齿轮的轴孔、定时盘的轴孔与两台阶的两边的圆弧面与两边的平面相隔的尾段轴相应就可以一起扭动或转动了,减少工序与安装麻烦。也可以设置三级台阶,也可以是多个圆弧面与多个平面相隔这样的设计,看要求。
33.如图10所示,铃铛1,铃铛壳及铃铛内侧中心开有与所述尾段轴尾相应的凹槽1a,凹槽1a可以是两圆弧面与两平面相隔的凹槽,这样的凹槽在自动化装配时要分方向多一个动作装配到扭簧主动轴4尾上,也可以设置成圆柱形的凹槽,不用分方向就可以方便快速装配到扭簧主动轴4上,在外面冷焊铃铛1固定在扭簧主动轴4尾。打铃结构包括铃铛1,撞锤2,弹簧丝3,固定轴7c。铃铛1连续模具冲压成形。
34.如图8是罩壳7、图10是铃铛内部结构、图12是揭开罩壳的上夹板顶的结构、图13是少罩壳的爆炸图、图14是整个铃铛机械定时器,所示,铃铛机械定时器包括,铃铛1,撞锤2,弹簧丝3,扭簧主动轴4,定时盘5,定位盘6,罩壳7,上夹板8,主动齿轮9,扭簧10,第一从动齿轮11,第二从动齿轮12,第三从动齿轮13,棘轮14,缺口减速卡盘15,摆重盘16,平头销轴17、下夹板18,主动齿轮压紧盘19,弹簧开关键20,弹簧21,安装连接架22。机械定时器的机心可以是包含缺口减速卡盘15与现有台阶式的销轴的机心,也可以是缺口减速卡盘15与平头销轴17、凹槽的上下夹板8、18的机心,还可以是缺口减速卡盘15、平头销轴17及凹槽的上下夹板8、18、两台阶的两圆弧面与两平面相隔的扭簧主动轴4的机心。
35.装配大概过程如下:
36.扭簧主动轴4固定在夹具上调整好尺寸与头段轴4a的一平面4a2位置,要注意头段轴4a的一平面4a2与弹簧开关键20、定时盘5的缺口、定位盘6的缺口位于同一侧,装入安装连接架22。下夹板18在位于安装连接架22上,安装连接架22有与罩壳7连接的卡口。下夹板18在位于安装连接架22上,只需要半成品机械定时器的机心,可不用装配安装连接架22。
37.下夹板18通过轴孔装入到扭簧主动轴10,套入扭簧10到扭簧主动轴4的第一台阶的尾段轴4c置于下夹板18的收纳卡扣18g和扭簧连接扣18h之间,扭簧10外头连接或冷焊到扭簧连接扣18h上,冷焊(电阻焊)扭簧10内头到扭簧主动轴4的第一台阶的尾段轴4c上,圆轴孔的主动齿轮9装入扭簧主动轴4压住扭簧10,圆轴孔的主动齿轮9不用分方向装入,套入与第一台阶的尾段轴4c相应的拉伸轴孔壁的主动齿轮压紧盘19,冷焊主动齿轮压紧盘19到扭簧主动轴4的第一台阶的尾段轴4c上和主动齿轮9上,不让扭簧主动轴4整体向前松动。
38.大齿轮接小齿轮传动,被压在下面的先装,在上面的后装,平头销轴17插入相应的凹槽。先装棘轮14和第一从动齿轮11到相应的凹槽位置,棘轮14的小齿轮14b向上,第一从动齿轮11的小齿轮向下;然后是第二从动齿轮12,第二从动齿轮12的小齿轮向下;最后是,装入第三从动齿轮13,第三从动齿轮13的小齿轮向下,第三从动齿轮13压住第二从动齿轮12和棘轮14,缺口减速卡盘15向下装入摆重盘16,摆重盘16压住棘轮14,缺口减速卡盘15的缺口15a与棘轮14的大齿轮14a的齿接触。传动过程是:主动齿轮9合上第一从动齿轮11的小
齿轮,第一从动齿轮11的大齿轮合上第二从动齿轮12的小齿轮,第二从动齿轮12的大齿轮合上第三从动齿轮13的小齿轮,第三从动齿轮13的大齿轮合上棘轮14的小齿轮14b,棘轮的大齿轮14a的齿接触缺口减速卡盘的缺口15a。
39.如图12所示,上夹板8的孔8h装上让第一从动齿轮11来回移动的弹簧21。穿过轴孔,上夹板8装入到扭簧主动轴4的第二台阶的尾段轴4d这一层位置,对应好条形凹槽、圆凹槽与平头销轴17的位置,上夹板8的侧板下边的卡扣连接到下夹板18的卡口,机心安装完毕。
40.在上夹板8的侧板的侧边的卡扣8i装上弹簧开关键20。
41.在罩壳7上的固定轴7c预先装好撞锤2和弹簧丝3。穿过轴孔,罩壳7装入到扭簧主动轴4的第二台阶的尾段轴4d这一层位置,弹簧开关键20伸出罩壳上的开关键通孔7b,撞锤的动力臂2b压住弹簧开关键20,罩壳7盖住整个机心,罩壳7的侧壁下边的卡扣连接安装到下夹板18的卡口。
42.圆轴孔的定位盘6的缺口对着头段轴4a的一平面4a1装入到扭簧主动轴的第二台阶的尾段轴4d,不用分方向装入,与第二台阶的尾段轴4d相应的拉伸轴孔壁的定时盘5的缺口对着头段轴4a的一平面4a1装入第二台阶的尾段轴4d,这个定时盘5扭动定时受力要分方向装入。如图12所示,定时器5的误差补正卡扣5c落入定位盘6的误差补正扣孔6c,冷焊定时盘5的拉伸轴孔壁5a到第二台阶的尾段轴4d上。
43.铃铛1内侧的圆柱形凹槽1a装到扭簧主动轴4的第二台阶的尾段轴4d尾盖住撞锤2,不用分方向装入,冷焊铃铛1固定到第二台阶的尾段轴4d尾。
44.最后,旋转把手可装可不装。整个铃铛机械定时器装配完成。
45.更小的零部件,没有销针摆轴这么小了,如撞锤2、弹簧丝3、弹簧21可预先人工或也可以自动化装好在其它零部件上。夹具夹住扭簧主动轴4作为前进主线,其它零部件依次在前进主线左右两侧的夹具机械手送料装配,在需要焊接步骤设置冷焊枪。换成厘米级的缺口减速卡盘15,平头销轴17与凹槽的上下夹板8、18,不用钻孔插销光滑平整的两台阶的扭簧主动轴4,冲出铃铛1的撞锤2的固定轴7c的罩壳7,圆柱形的凹槽的铃铛1,减少工序,简化加工、降低装配精度要求,改进零部件的结构,改进成品的构造,理顺装配步骤,做到粗放加工安装又可以到达使用要求,为实现更多自动化装配奠定基础。
当前第1页1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!