一种可调节送丝力的金属丝输送装置-j9九游会真人
1.本实用新型涉及金属丝加工设备领域,具体涉及一种可调节送丝力的金属丝输送装置。
背景技术:
2.我国重工业发达,金属丝被应用到各行各业,但金属丝在使用时需要从绕线盘卸下,包装时需要将其缠绕在绕线盘上,为了方便装卸需要利用送丝装置。目前国内现有的金属丝输送装置,送丝辊的摩擦送丝力调节困难,不能根据不同金属丝所需要的效果调节送丝力大小,导致使用环境单一,送丝效果不佳。另外在送丝过程,由于金属丝的平直度的影响,会出现送丝辊与金属丝接触不良的问题,导致送丝辊悬空使摩擦送丝力突然减小,影响金属丝输送。
技术实现要素:
3.本实用新型为了解决送丝过程中送丝辊与金属丝接触不良以及不同位置送丝辊的下压力不能调节的问题,而提供一种可调节送丝力的金属丝输送装置。
4.本实用新型为解决上述问题而采用的技术方案是:
5.一种可调节送丝力的金属丝输送装置,其组成包括导丝管、被动送丝辊轴、被动送丝辊、压力调节装置、壳体、主动链轮、主动送丝辊、主动送丝轴、被动齿轮、主动齿轮、主动轴、链条、从动链轮和从动送丝轴,压力调节装置的上方连接壳体,压力调节装置的下方与被动送丝辊轴相连,被动送丝辊通过键连接在被动送丝辊轴上,主动送丝辊位于被动送丝辊的下方,且主动送丝辊与被动送丝辊之间具有间隙,主动送丝辊上沿圆周设置有下v型槽,被动送丝辊上沿圆周设置有上v型槽,上v型槽与下v型槽上下正对,主动送丝辊、主动链轮和被动齿轮均通过键连接在主动送丝轴上,从动送丝轴与主动送丝轴平行设置,从动送丝轴通过键连接从动链轮和主动送丝辊,链条绕在主动链轮和从动链轮上,被动齿轮与主动齿轮啮合,主动齿轮通过键连接在主动轴上,两个导丝管对称设置在壳体的左右端,且导丝管上的导丝孔与上v型槽和下v型槽正对。
6.进一步的,所述主动送丝辊与被动送丝辊之间的间隙为2mm~5mm。
7.进一步的,所述压力调节装置包括六角螺母、压紧座、门型下压座、螺旋弹簧、长螺栓轴、销轴、两个限位轮和两个限位轴,所述壳体的上方设置有限位挡板和六边形内孔,六角螺母设置在壳体的上壁与限位挡板之间,长螺栓轴的上端为六边形并穿过六角螺母后设置在六边形内孔中,且长螺栓轴与六角螺母螺纹连接,长螺栓轴的下端穿过门型下压座,长螺栓轴的中间设有圆形凸台,螺旋弹簧套装在长螺栓轴上,且螺旋弹簧的上端与圆形凸台焊接,螺旋弹簧的下端与门型下压座焊接,门型下压座的下端通过销轴与压紧座铰接,压紧座的下端与被动送丝辊轴通过轴承相互铰接,两个限位轮分别设置在门型下压座的左右端,限位轮套装在限位轴上,限位轴与壳体的内壁固接。
8.进一步的,所述压紧座包括连接梁、两个水平板、四个压板和四个压紧托板,两个
水平板分别设置在连接梁的两端,且连接梁与水平板垂直设置,每两个压板对应一个水平板,且两个压板对称设置在水平板的前后端,连接梁、两个水平板和四个压板一体制成,每个压板下面对应一个压紧托板,且压板与压紧托板通过连接元件连接,压板与压紧托板的连接处设置有轴承安装孔。
9.进一步的,所述门型下压座包括上端板、两个竖板和两个下托板,两个竖板对称设置在上端板的前后端,每个竖板下面对应一个下托板,且竖板与下托板通过连接元件连接,竖板与下托板的连接处设置有销轴孔。
10.进一步的,所述压力调节装置的数量为三个,与压力调节装置4配套的被动送丝辊数量为六个,被动送丝辊配套的主动送丝辊的数量为六个。
11.本实用新型与现有技术相比具有以下有益效果:
12.一、本实用新型可以根据所需要的送丝力大小改变压力调节装置中的螺旋弹簧4-5的伸长量,控制被动送丝辊的下压力,从而实现调节摩擦送丝力。
13.二、一个压力调节装置可以调节两个被动送丝辊的压力,减少调节装置的配置数量,减小了壳体轴向尺寸。
14.三、压力调节装置下方的压紧座可绕铰链转动,时刻保证金属丝与送丝辊接触,稳定送丝速度。
15.四、主动送丝辊由链条传动,避免了齿轮传动时转向不同的情况,不需要中间齿轮改变转向,时刻保证送丝辊正确转动,减少因传动带来的动力消耗,也能减小送丝装置的横向尺寸。
附图说明
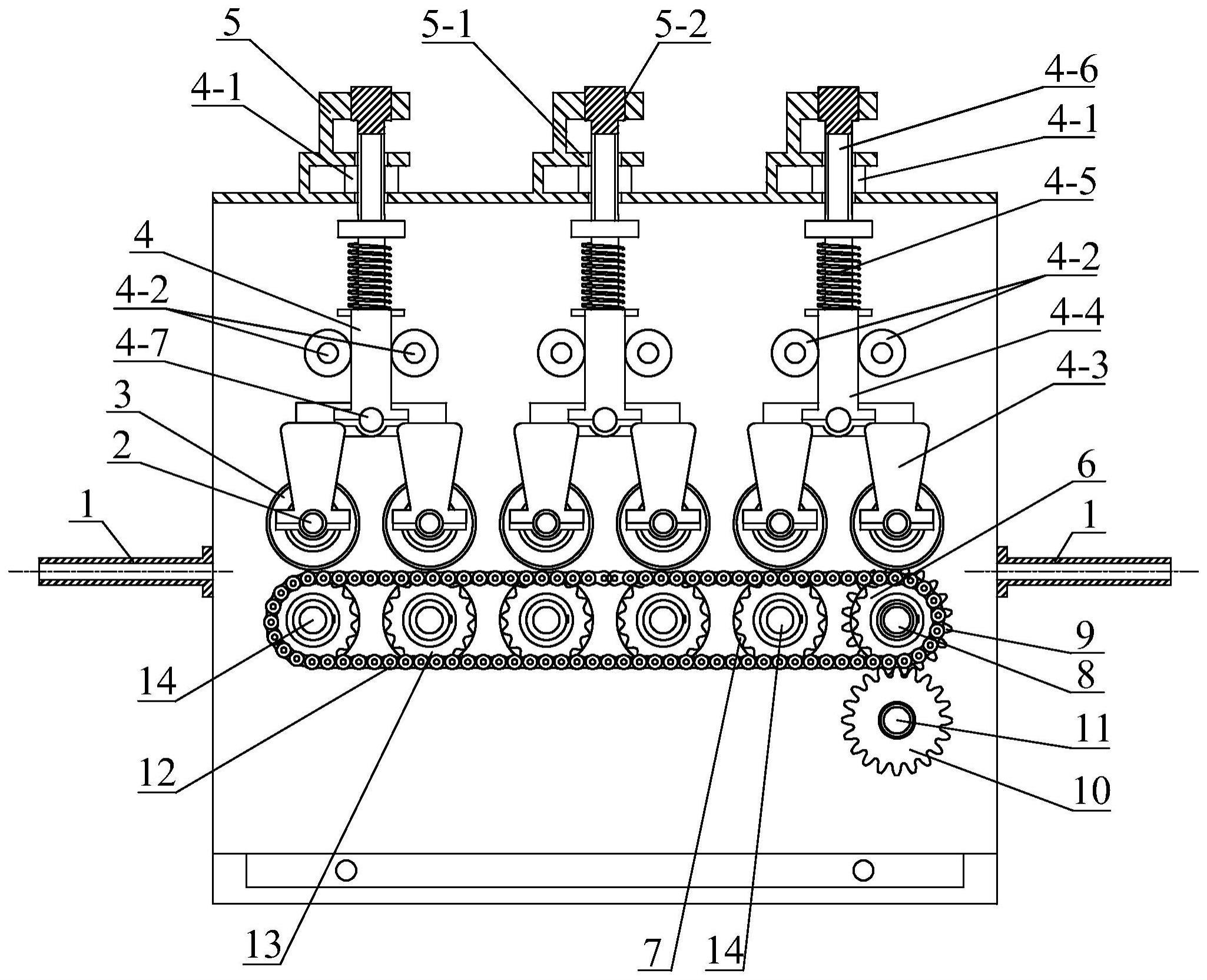
16.图1是本实用新型的整体主剖视图;
17.图2是图1的侧视图;
18.图3是压紧座4-3与门型下压座4-4连接关系的局部立体图。
具体实施方式
19.具体实施方式一:结合图1和图2描述本实施方式,本实施方式包括导丝管1、被动送丝辊轴2、被动送丝辊3、压力调节装置4、壳体5、主动链轮6、主动送丝辊7、主动送丝轴8、被动齿轮9、主动齿轮10、主动轴11、链条12、从动链轮13和从动送丝轴14,压力调节装置4的上方连接壳体5,压力调节装置4的下方与被动送丝辊轴2相连,被动送丝辊3通过键连接在被动送丝辊轴2上,主动送丝辊7位于被动送丝辊3的下方,且主动送丝辊7与被动送丝辊3之间具有间隙,主动送丝辊7上沿圆周设置有下v型槽7-1,被动送丝辊3上沿圆周设置有上v型槽3-1,上v型槽3-1与下v型槽7-1上下正对,主动送丝辊7、主动链轮6和被动齿轮9均通过键连接在主动送丝轴8上,主动送丝轴8的两端通过轴承支撑在壳体5中,从动送丝轴14与主动送丝轴8平行设置,从动送丝轴14通过键连接从动链轮13和主动送丝辊7,从动送丝轴14的两端通过轴承支撑在壳体5中,链条12绕在主动链轮6和从动链轮13上,被动齿轮9与主动齿轮10啮合,主动齿轮10通过键连接在主动轴11上,主动轴11的两端通过轴承支撑在壳体5中,两个导丝管1对称设置在壳体5的左右端,且导丝管1上的导丝孔与上v型槽3-1和下v型槽7-1正对。上v型槽3-1和下v型槽7-1可以固定金属丝上下自由度。
20.如图2所示,主动送丝辊7与被动送丝辊3之间的间隙为2mm~5mm。这个间隙可以保证金属丝从间隙中穿过。
21.如图1和图2所示,压力调节装置4包括六角螺母4-1、压紧座4-3、门型下压座4-4、螺旋弹簧4-5、长螺栓轴4-6、销轴4-7、两个限位轮4-2和两个限位轴4-8,所述壳体5的上方设置有限位挡板5-1和六边形内孔5-2,六角螺母4-1设置在壳体5的上壁与限位挡板5-1之间,长螺栓轴4-6的上端为六边形并穿过六角螺母4-1后设置在六边形内孔5-2中,且长螺栓轴4-6与六角螺母4-1螺纹连接,长螺栓轴4-6的下端穿过门型下压座4-4,长螺栓轴4-6的中间设有圆形凸台4-6-1,圆形凸台4-6-1用于限制螺旋弹簧4-5伸长量,螺旋弹簧4-5套装在长螺栓轴4-6上,且螺旋弹簧4-5的上端与圆形凸台4-6-1焊接,螺旋弹簧4-5的下端与门型下压座4-4焊接,门型下压座4-4的下端通过销轴4-7与压紧座4-3铰接,压紧座4-3的下端与被动送丝辊轴2通过轴承相互铰接,两个限位轮4-2分别设置在门型下压座4-4的左右端,限位轮4-2套装在限位轴4-8上,限位轴4-8与壳体5的内壁固接,限位轮4-2保证门型下压座4-4不能左右摇摆。
22.如图3所示,压紧座4-3包括连接梁4-3-1、两个水平板4-3-2、四个压板4-3-3和四个压紧托板4-3-4,两个水平板4-3-2分别设置在连接梁4-3-1的两端,且连接梁4-3-1与水平板4-3-2垂直设置,每两个压板4-3-3对应一个水平板4-3-2,且两个压板4-3-3对称设置在水平板4-3-2的前后端,连接梁4-3-1、两个水平板4-3-2和四个压板4-3-3一体制成,每个压板4-3-3下面对应一个压紧托板4-3-4,且压板4-3-3与压紧托板4-3-4通过连接元件连接,压板4-3-3与压紧托板4-3-4的连接处设置有轴承安装孔4-3-5。轴承安装孔4-3-5用于安装轴承和被动送丝辊轴2,压紧座4-3能够绕被动送丝辊轴2微小转动。
23.如图3所示,门型下压座4-4包括上端板4-4-1、两个竖板4-4-2和两个下托板4-4-3,两个竖板4-4-2对称设置在上端板4-4-1的前后端,每个竖板4-4-2下面对应一个下托板4-4-3,且竖板4-4-2与下托板4-4-3通过连接元件连接,竖板4-4-2与下托板4-4-3的连接处设置有销轴孔4-4-4,销轴孔4-4-4用于安装销轴4-7。
24.如图1所示,压力调节装置4的数量为三个,与压力调节装置4配套的被动送丝辊3数量为六个,被动送丝辊3配套的主动送丝辊7的数量为六个(其中一个主动送丝辊7安装在主动送丝轴8上,五个主动送丝辊7安装在从动送丝轴14上)。
25.工作原理:
26.初始状态,被动送丝辊3在螺旋弹簧4-5拉力的作用下处于悬空状态,当金属丝处于v型槽7-1后,旋转六角螺母4-1,长螺栓轴4-6向下移动并压缩螺旋弹簧4-5,门型下压座4-4在螺旋弹簧4-5作用下向下移动同时带动压紧座4-3和被动送丝辊3向下移动,使得被动送丝辊3与金属丝接触。
27.当针对不同的金属丝所需要的摩擦送丝力不同时,就需要调节被动送丝辊3的下压力,旋转六角螺母4-1使长螺栓轴4-6上下移动,圆形凸台4-6-1也跟着上下移动,螺旋弹簧4-5的伸长量随着被改变,压力随着被改变,门型下压座4-4的下压力也被改变,使被动送丝辊3上的下压力被改变,最终改变被动送丝辊3与主动送丝辊7的摩擦送丝力。
28.当金属丝在被动送丝辊3和主动送丝辊7之间移动时,会出现某一对送丝辊和金属丝接触不到的情况,但在上方的压力作用下压紧座4-3能够绕被动送丝辊轴2微小转动,自动补偿金属丝接触空隙,保证每对送丝辊时刻与金属丝接触。
当前第1页1
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!