用于制造刨花板的方法、用于制造刨花板的设备和刨花板与流程-j9九游会真人
1.本发明涉及一种用于由长度为1至60mm的木屑生产刨花板的方法,所述方法包括以下步骤,
2.a)将木材粉碎成细料、有用料和粗料,其中,所述有用料具有木屑的至少大部分,
3.b)按照尺寸分选细料、有用料和粗料,
4.c)至少干燥有用料,
5.d)对至少一部分有用料进行涂胶,
6.e)至少使有用料散布成散料垫,和
7.f)将所述散料垫压制成刨花板。
8.此外,本发明涉及一种用于制造刨花板的设备,该设备用于实施根据本发明的方法。
9.本发明还涉及一种根据本发明的方法制造的刨花板。
背景技术:
10.关于刨花板的制造,存在大量的公开文献和专利申请。用于生产刨花板的这些特征a)至f)几乎存在于所有生产方法中,并且可以部分地以不同的方式使用。所给出的顺序a)至f)也可以有所不同。尤其是分选还可以在干燥之后进行或在干燥之前和之后进行。
11.在一些情况下,在粉碎之前给木材去皮。随后,通常以两阶段的方式将规定使用的木材粉碎成木屑,即首先产生碎木片,在随后的工作步骤中借助刀环切削机或磨机将碎木片破碎成所需大小的木屑。这种方法的缺点是机器费用高,这导致高投资成本和高能源成本(空间需求、地基、建筑物、电力消耗)。此外,刀环刨片机中的刀具的使用寿命通常仅为数小时,这导致频繁的停机维护。还部分地混合其它的木屑类型,这些木屑类型是以不同方式产生的并且再次提高了粉碎机的成本。
12.通常在干燥之后例如在转鼓干燥器中对获得的木屑进行分选。为此,使用具有选定筛孔尺寸的筛网,并且更确切地说根据设备功率使用多个并联或串联的确保不同的木屑分选的筛网。分选出灰尘部分和必要时可进一步磨碎的粗料。不同的木屑尺寸被配设给之后的板层并且被相应地散布。在此例如可以规定,在内部、即所谓的中间层中设置较大木屑,而在外部、即覆盖层中设置较小的木屑尺寸。由此,刨花板的表面就变得更光滑,以便进一步使用(涂漆或涂层)。因此,为了产生不同的木屑尺寸,还需要大量的筛,例如振动筛,进一步提高了机械花费。相反,例如板的内部可由粗木屑形成,以便减少在制造期间的材料消耗,并使板整体更轻。
技术实现要素:
13.因此,本发明的目的是以节约资源且价格低廉的方式设计用于相同质量或甚至更高质量的刨花板的制造方法。其意义主要体现在机械特性,尤其是抗弯强度、螺钉抗拉强度和弹性模量。
14.关于该制造方法,该目的通过权利要求1的特征来实现,并且特别是通过以下方式来实现,即,所使用的木材也包括直径小于0.08m的小径木,并且使用至少一个刀轴切削机用于所述粉碎。
15.发明人认识到,如果为了粉碎而使用刀轴切削机代替切碎机和刀环切削机,也完全可以将小径木用于生产高品质刨花板。在使用刀轴切削机的情况下,空间需求和维修费用明显更低。新的实施方式带来巨大的差别,只需要用切碎机和刀环切削机进行切削所需的能耗的大约一半,并且实际上仅十分之一的空间需求。
16.刀轴切削机还可以切削更小的树干直径或工业废木材,例如外皮。采用刀环切削机仅可以在不令人满意的程度上处理树干直径通常远远超过0.08m的去皮木材。在此,直径定义为将周长除以数量pi(π=3.14)。在使用刀轴切削机时经常产生所谓的碎片。碎片是木材切削残留物,其很难使用传统筛选技术进行分类。碎片会部分进入压力机并且尤其是在连续压力机中造成损坏。碎片还降低了所生产的刨花板的质量和外观。
17.然而,使用直径小于0.08m的所谓小径木的可能性的提高也明显更具成本效益,因为这些类型的木材采购成本更低。甚至有积极的结果地测试了具有从0.04m开始的直径的木材。
18.优选的是,刨花板中由小径木制成的木屑的比例至少为30%、优选至少为50%。
19.从这个尺寸等级起,制造过程变得特别经济。用于刨花板的刀轴切削机所用木屑的总比例应为30%至100%。当然也可以采用多个刀轴切削机。例如,在很多情况下使用两台不同设置的刀轴切削机也是有意义的,其中一台生产用于中间层的木屑,另一台生产用于覆盖层的木屑。
20.特别有利地规定,作为木材也使用未去皮的木材。
21.在这里,也可以看到刀轴切削机的有利用途,它能够更好地将未去皮的木材切削成高质量的木屑,具体是以下述方式,即树皮部分可以被引入刨花板,或者以后文阐释的方式很容易地被分拣。
22.刀轴切削机优选生产厚度为0.1至0.8毫米的木屑。
23.木屑的形状对于刨花板后期的质量非常重要。它影响用胶量、比重和机械性能。刀环切削机常常会产生火柴棒状的木屑,而刀轴切削机通常会切出非常平坦的薄板。这些薄板具有更高的细长度(切屑长度与切屑厚度之比),更容易用胶水润湿并形成牢固的结合。
24.这也被认为是优选以此方法加工的原因,即,刨花板中的薄木片根据en320具有单位面积超过1300n的螺钉抗拉强度。
25.然而,采用传统的最常用的筛分技术(例如振动筛或滚筒筛),刀轴切削机的木屑比刀环切削机的木屑分选更差。
26.因此,本发明人提出,可选地,但以一种非常有利的方式可选地,至少部分地用滚筒筛或星形筛进行分选。
27.例如,在de3836608a1中可以得到滚筒筛,并且在de4415815a1中可以得到星形筛。然而,设置在粉碎装置下游的筛装置优选设置为从内部供料的滚筒筛,其已经在试验中检验过,尤其应该用旋转刷清洁。它可以占滚筒长度的例如30%到70%。传送切碎材料的滚筒优选地在穿通方向上略微倾斜。该滚筒具有一个构造成筛的滚筒内壁。与现有技术的振动筛结合双流磨机相比,这种带有可能设置在下游的锤磨机的滚筒筛在用于刨花板的制造设
备中为刨花板制造商节省了超过200,000欧元的投资成本,并且需要的电力消耗至少减少了30%。
28.特别有利的是,筛子的网眼尺寸在行进方向上越来越大,使得首先将细料从滚筒中排出,在沿行进方向的下一个位置上排出有用料,并且在沿穿通方向的后端排出粗料,并且优选在涂胶前将其去除。
29.在可选的替代或附加的优选的本发明实施方案中,分选(优选用滚筒筛或星形筛)在干燥之前已经进行。
30.技术人员按照干燥程度区分“湿区”和“干区”,在“湿区”中,木材中所含的水质量与木材的干质量的百分比、即木材湿度约为60%至180%,而“干区”中木材湿度一般在1.5%至10%。在现有技术的已知设备中,分选始终在干燥区域进行。然而,发明人已经认识到湿区分选带来的优势,因为在湿区分选中能量消耗显著降低。
31.优选地,用于不同的刨花板层的有用料以及可能还有细料被再次分离并且输送到不同的料仓。木屑从这些料仓中被继续引导到各个配属于覆盖层和中间层的散布头。当然,在散布之前必须给木屑涂胶,这再次证明了使用刀轴切削机的优势。由刀轴切削机生产的木屑形状比由刀环切削机生产的明显更窄的木屑更适合通过旋转混合器中的胶水雾化器喷嘴进行易于造型的涂胶。刀环切削机产生的木屑在高转速下明显破碎得更快,因此会再次产生不期望的木屑粉或对于散布过程来说过小的细料。由于刀环切削机产生的木屑的形态,这些木屑也更细小并导致混合器中的材料沉积,这增加了清洁成本。
32.还保护一种用于生产刨花板的设备,所述设备根据所述方法工作。
33.此外,还应保护通过根据权利要求1至11所述的方法来生产的刨花板。
34.下面参考示出实施例的附图进一步解释本发明。
附图说明
35.在附图中:
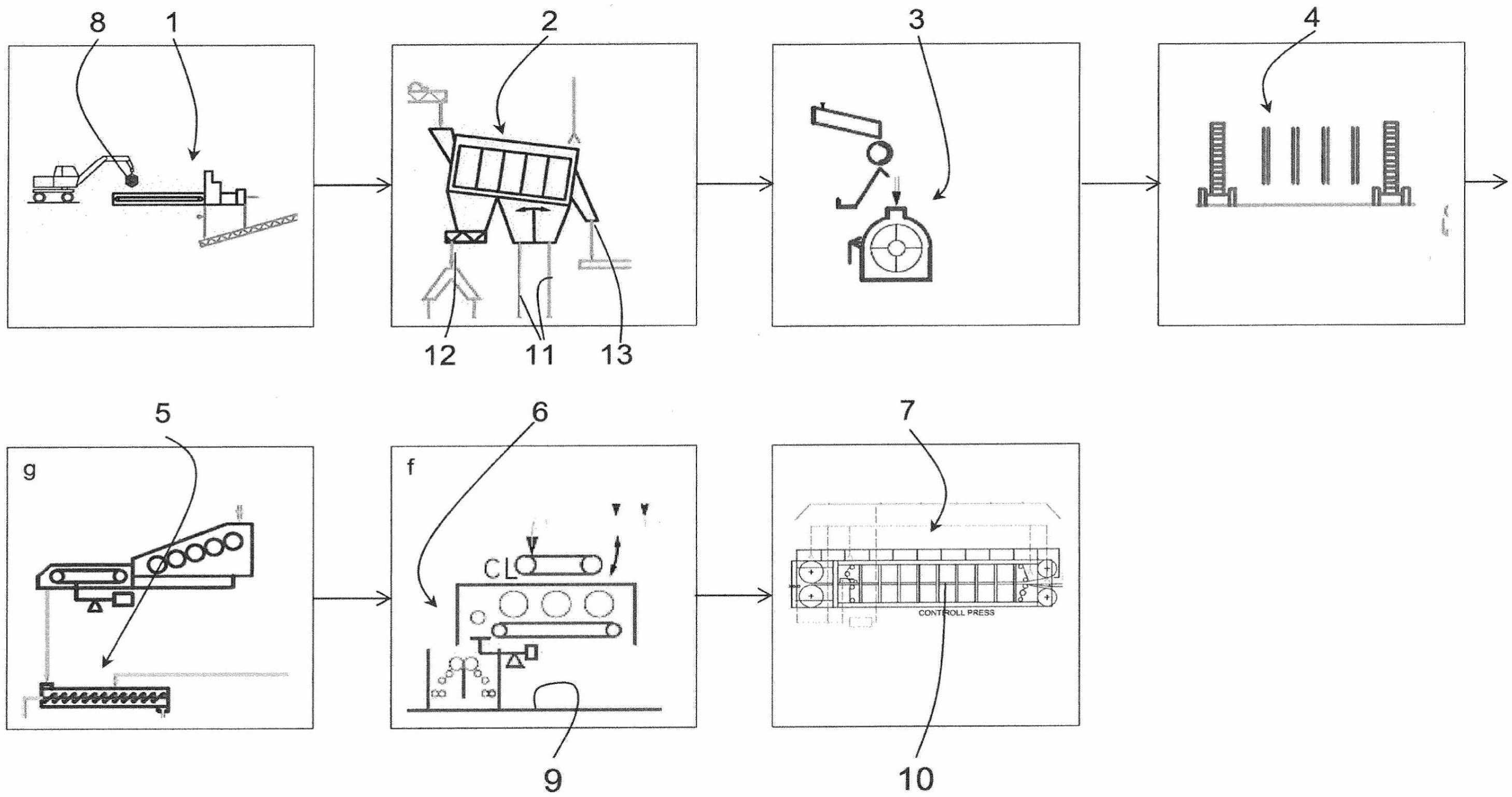
36.图1示出按本发明方法的流程图。
具体实施方式
37.在图1中,通过按本发明的用于刨花板的制造方法的示例性流程图示出本发明的一种实施例。在此,对于过程所必需的设备组成部分在七个框内示出。在大多数情况下,图示的顺序也是在使用设备单元时遵循的过程。但是,该顺序的微小变化或添加其它设备单元是可能的,不应限制本发明的构思。
38.刀轴切削机(messerwellenzerspaner)1是设备的重要组成部分,与其它使用的切碎机和多个刀环切削机(messerringzerspaner)相比,该刀轴切削机确保制造方法的成本显著降低。这样的刀轴切削机完全可以为刨花板提供30%到100%的碎木比例。附加地,因为刀轴切削机可以使用直径小于0.08m的已去皮或未去皮的小径木,所以该制造方法的性价比更高。新刨花板中小径木的比例可以为至少30%、优选至少50%。
39.设置滚筒筛2作为刨花板制造过程中的另一个重要设备单元。使用滚筒筛比例如振动筛明显更节能。滚筒筛能够将所产生的木屑直接分选为细料12、有用料11和供分拣的粗料13。有用料包括用于刨花板生产的木屑。这些木屑又可以再一次分离为用于刨花板中
间层的木屑和用于覆盖层的木屑。在某些情况下,例如还可以将细料混入覆盖层中,以使表面特别光滑。
40.因此,部分有用料11和细料12优选在锤磨机3中加工。在流程图中,通常可以在对本发明重要的各个站之间布置更多的设备部件。例如,未示出料仓或储藏器、空气处理设备或类似设备单元。
41.然后在一个或多个市面上常见的干燥器4中干燥木屑,所述干燥器例如分别用于特定尺寸或散布层。然后可以将散料从料仓或储藏器供给到同样已知的胶合装置5。通常,木屑在进料槽或搅拌鼓或吹制线中喷上粘合剂,以便在后面的压制过程中能牢固地连接。
42.木屑对于各个层被分离成不同尺寸,被供给到散布站6的各个散布头,这些散布头将有用料均匀分布地散布在散布带上并且因此形成散料垫9。然后将该散料垫引入连续压机7中并在那里在压力和高温下压制。这种连续压机由申请人以名称contiroll销售。
43.由于刀轴切削机生产非常薄(厚度在0.1到0.8mm之间)的木屑而不是像刀环切削机生产的那样窄的木屑,利用该方法可以通过合适的涂胶和压制显著提高根据en320的螺钉抗拉强度并且螺钉抗拉强度的值可以超过1300n。
44.附图标记列表
[0045]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
刀轴切削机
[0046]2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
滚筒筛
[0047]3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
锤磨机
[0048]4ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
干燥机
[0049]5ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
涂胶装置
[0050]6ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
具有散布头的散布站
[0051]7ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
连续压机
[0052]8ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
小径木
[0053]9ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
散料垫
[0054]
10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
刨花板
[0055]
11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
有用料
[0056]
12
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
细料
[0057]
13
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
粗料
当前第1页1
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!