芯以及具备芯的电磁设备的制作方法-j9九游会真人
1.本发明涉及一种芯以及具备芯的电磁设备。
背景技术:
2.一般而言,马达的定子包括形成为大致圆环状的芯、以及插入于在芯的内周面侧形成的多个槽的多个线圈。例如参照专利文献1。
3.另外,近年来,作为机床的主轴/工作台进给机构、oa设备的磁头驱动机构等各种工业机械的驱动部,也正在普及易于进行高速驱动且无噪声优越的直线马达(linear motor)。这样的直线马达的滑动件包括形成为大致直线状的芯、以及插入于在芯的一个面侧形成的多个槽的多个线圈。例如参照专利文献2。
4.上述的马达和直线马达等电磁设备的线圈被包含在绝缘纸内。另外,在配置了线圈之后,大致圆环状或大致直线状的芯的周围整体被树脂部包围。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2018-78749号公报
8.专利文献2:国际公开第2012/147212号
技术实现要素:
9.发明要解决的问题
10.在形成树脂部时,对液体树脂进行减压来将混入到液体树脂内的气体进行消泡。然而,在消泡不充分的情况和/或液体树脂没有被充分填充到槽的内部的情况下,变为在槽的内部产生空隙(气孔)的事态。
11.在电磁设备包括形成有空隙的电枢的情况下,在空隙中会发生局部放电,其结果,存在空隙周围的绝缘部分被破坏的可能性。
12.因此,期望一种能够抑制局部放电的发生的、可靠性高的芯以及具备这样的芯的电磁设备。
13.用于解决问题的方案
14.根据本公开的第一个方式,提供一种芯,其中,在该芯的一个面形成有应供线圈插入的多个槽,在该多个槽的底部形成有朝向所述芯的另一个面延伸的凹部。
15.发明的效果
16.在第一个方式中,在应供线圈插入的槽的底部形成有凹部,因此,在形成用于包覆包括芯在内的电枢整体的树脂部时,空隙被引导至凹部而产生。因此,即使在空隙周围发生了局部放电,由于凹部远离电场集中的部位,因此也能够充分确保线圈与芯之间的绝缘距离,能够抑制局部放电的发生。因此,能够提供可靠性高的芯。
17.本发明的目的、特征以及优点通过与附图相关联的下面的实施方式的说明而变得更加明确。
附图说明
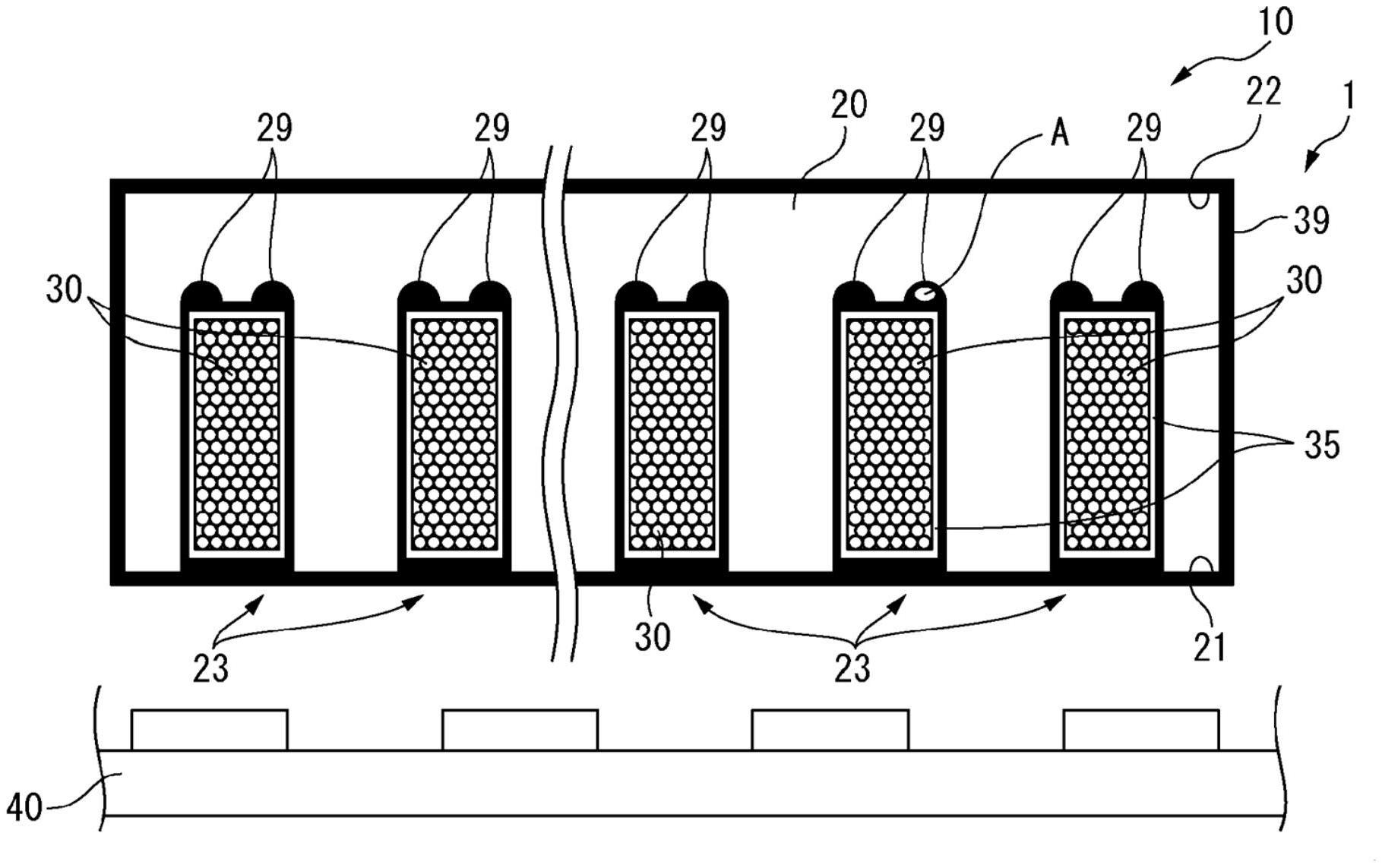
18.图1是基于第一实施方式的作为电磁设备的直线马达的截面图。
19.图2a是图1所示的直线马达的电枢的立体图。
20.图2b是示出为了形成电枢的芯而使用的第一磁性板的图。
21.图2c是示出为了形成电枢的芯而使用的第二磁性板的图。
22.图3a是基于第二实施方式的作为电磁设备的马达的截面图。
23.图3b是示出为了形成定子的芯而使用的磁性板的图。
24.图4a是基于第三实施方式的作为电磁设备的电抗器的立体图。
25.图4b是电抗器的顶视图。
26.图4c是示出为了形成电抗器的芯而使用的磁性板的图。
27.图4d是示出为了形成电抗器的芯而使用的另一磁性板的图。
28.图5a是示出另一方式的凹部的图。
29.图5b是示出又一方式的凹部的图。
30.图6是现有技术中的直线马达的电枢的局部截面图。
具体实施方式
31.下面参照附图来说明本发明的实施方式。在所有附图的范围内,对所对应的构成要素标注共通或同样的参照附图标记。
32.图1是基于第一实施方式的作为电磁设备的直线马达的截面图,图2a是图1所示的直线马达的滑动件的立体图。如图1所示,作为电磁设备的直线马达1包括电枢10和并排设置有多个磁体的磁体板40,该电枢10主要包括矩形的芯20和多个线圈30。
33.电枢10的芯20具有一个面21和另一个面22,在一个面21形成有应供多个线圈30中的各线圈30插入的多个矩形的槽23。线圈30分别以被绝缘纸35包围的状态插入于槽23。因而,线圈30与芯20之间电绝缘。而且,如根据图1可知的那样,在电枢10整体的周围形成有树脂部39。
34.在此,图2b和图2c是分别示出为了形成电枢的芯而使用的第一磁性板和第二磁性板的图。如图2b所示,在与芯20的一个面21对应的磁性板20a的一侧形成有多个槽23。
35.同样地,在图2c所示的磁性板20b也同样形成有多个槽23。并且,在与各槽23的底部对应的位置处形成有至少一个凹部29。这些凹部29至少一部分朝向芯20的另一个面22侧(背磁轭侧)延伸。如图2c所示,凹部29形成于与槽23的底部对应的边的两端部。
36.当再次参照图2a时,芯20是通过将多个磁性板例如铁板、碳钢板、电磁钢板层叠而形成的。另外,在图2a中,在磁性板的层叠方向上针对芯20设定有区域z1~z3。区域z1包含与应层叠的多个磁性板中的第一个磁性板对应的芯20的一侧。区域z3包含与应层叠的多个磁性板中的最后的磁性板对应的芯20的另一侧。并且,区域z2是被区域z1和区域z3夹着的中间区域。
37.在本公开中,与区域z1及区域z3对应的芯20的一部分是通过将多个磁性板20a层叠而形成的。另外,与区域z2对应的芯20的一部分是通过将多个磁性板20b层叠而形成的。
38.在与区域z1及区域z3对应的芯20的一部分不形成凹部29。因此,在第一实施方式中的芯20中,仅在其层叠方向上的中间区域z2形成有凹部29。
39.另外,在形成树脂部39时,使线圈30被插入于槽23的电枢10整体浸渍于绝缘性液体树脂中。此时,液体树脂进入槽23内部来填充线圈30、绝缘纸35以及槽23之间的空间。在通过减压将液体树脂进行消泡之后,将电枢10从液体树脂中取出后使树脂固化。由此,形成树脂部39。当树脂被固化时,线圈30、绝缘纸35以及槽23被相互固定。
40.在将电枢10从液体树脂中取出时,混入到液体树脂中的气体和/或在槽23内被绝缘纸35捕获的气体向垂直方向上的上方移动。因而,这样的气体被从槽23引导至凹部29而滞留在凹部29内。然后,当使树脂固化时,气体在凹部29内形成空隙a。
41.在驱动具备在槽23内形成有空隙a的电枢10的直线马达1时,存在在空隙a周围发生局部放电的可能性。然而,在本公开中形成有凹部29,凹部29远离直线马达1中电场集中的部位。因此,能够充分确保线圈30与芯20之间的绝缘距离,能够抑制局部放电的发生。因此,能够提供可靠性高的芯20以及作为具备这样的芯20的电磁设备的直线马达1。
42.为了在凹部29内形成空隙a,优选的是,凹部29至少一部分从槽23的底部朝向芯20的另一个面22侧延伸。另外,图1所示的凹部29是半圆形,但凹部29不限定于半圆形。凹部29也可以是至少一部分从槽23的底部朝向芯20的另一个面22侧延伸的其它形状。
43.另外,在第一实施方式中,仅在芯20的中间区域z2中使用具备凹部29的磁性板20b。其理由是因为空隙a产生在磁性体的层叠方向上的中央部分的倾向高。
44.换言之,在其它区域z1、z3中不需要使用磁性板20b。因此,能够将具备凹部29的磁性板20b的数量抑制到最小限度。因此,只要芯20的制造费用略微增加,就能够提供上述的可靠性高的芯20。
45.此外,在未图示的实施方式中,也可以在所有区域z1~z3中使用多个磁性板20b来形成芯20。在该情况下,能进一步抑制局部放电的发生。或者,也可以在所有区域z1~z3中仅使用多个磁性板20a来形成芯20,之后通过机械加工针对中间区域z2中的磁性板20a、或者针对所有区域z1~z3中的磁性板20a形成凹部29。这些情况也包括在本公开的范围内。
46.图3a是基于第二实施方式的作为电磁设备的马达的截面图。作为电磁设备的马达1’包括定子10’和在外周面并排设置有多个磁体的转子40’,该定子10’主要包括环状的芯20’和多个线圈30’。
47.如图3a所示,在芯20’的内周面等间隔地形成应供多个线圈30’中的各线圈30’插入的大致扇型的多个槽23’。线圈30’分别以被绝缘纸35’包围的状态插入于槽23’。因而,线圈30’与芯20’之间电绝缘。另外,与上述同样,在定子10’整体的周围形成有树脂部39’。
48.与第一实施方式同样,芯20’是通过将多个磁性板例如铁板、碳钢板、电磁钢板层叠而形成的。在此,图3b是示出为了形成定子的芯而使用的磁性板的图。在图3b所示的磁性板20a’的内周面形成有大致扇型的多个槽23’。
49.并且,在多个切口中的各切口中,在与各槽23’的底部对应的位置处形成有至少一个凹部29’。这些凹部29’至少一部分从槽23’的底部朝向芯20’的外周面侧延伸。如图3b所示,凹部29’形成于与槽23’的底部对应的边的两端部。在第二实施方式中,设为在构成芯20’的多个磁性板20a’中的所有磁性板20a’形成有凹部29’。换言之,芯20’仅由形成有凹部29’的多个磁性板20a’构成,没有使用未形成凹部29’的磁性板(未图示)。
50.为了形成图3a所示的树脂部39’,使线圈30’被插入于槽23’的定子10
‘
整体浸渍于液体树脂中。将定子10
‘
从液体树脂中沿芯20’的轴向即磁性板的层叠方向取出。此时,液体
树脂沿着槽23’和凹部29’向轴向上的下方流动。混入到液体树脂中的气体和/或在槽23’内被绝缘纸35’捕获的气体的大部分与液体树脂一起向轴向上的下方流动。然后,这样的气体的一部分与液体树脂一起被从槽23’引导至流动阻力更少的凹部29’而滞留在凹部29’内,形成空隙a。可知晓,关于这样形成的马达1’,也得到与上述同样的效果。
51.图4a是基于第三实施方式的作为电磁设备的电抗器的立体图,图4b是电抗器的顶视图。电抗器1”的外周部铁心20”(芯)包括沿周向等间隔地配置的多个铁心41~43以及插入于在这些铁心41~43的两侧形成的槽23”的线圈31~33。此外,线圈31~33被绝缘纸(未图示)包围。铁心41~43与外周部铁心20”一体地形成,或者与外周部铁心20”接触。此外,外周部铁心20”也可以是其它旋转对称形状、例如圆形。
52.此外,在图4b中,外周部铁心20”由沿周向等间隔地分割的多个、例如三个外周部铁心部分24~26构成。外周部铁心部分24~26分别与铁心41~43一体地构成。像这样,在外周部铁心20”由多个外周部铁心部分24~26构成的情况下,即使在外周部铁心20”为大型的情况下,也能够容易地制造那样的外周部铁心20”。
53.并且,铁心41~43中的各铁心的半径方向上的内侧端部位于外周部铁心20”的中心附近。在附图中,铁心41~43中的各铁心的半径方向上的内侧端部朝向外周部铁心20”的中心收敛,其前端角度约为120度。而且,铁心41~43的半径方向上的内侧端部隔着能够磁连结的间隙101~103相互分离。
54.换言之,铁心41的半径方向上的内侧端部与相邻的两个铁心42、43各自的半径方向上的内侧端部隔着间隙101、102相互分离。对于其它铁心42、43也是同样的。此外,间隙101~103的尺寸设为彼此相等。
55.与上述的实施方式同样地,外周部铁心20”是通过将多个磁性板例如铁板、碳钢板、电磁钢板层叠而形成的。在此,图4c是示出为了形成电抗器的芯而使用的磁性板的图。图4c所示的磁性板20a”被分割为与外周部铁心部分24~26对应的多个磁性板24’~26’。在各磁性板24’~26’中,与上述同样的至少一个凹部29”形成于槽23”。
56.这些凹部29”至少一部分从槽23”的底部朝向外周部铁心20”的半径方向上的外侧延伸。在第三实施方式中,设为在构成外周部铁心20”的多个磁性板20a”中的所有磁性板20a”形成有凹部29”。换言之,外周部铁心20”仅由形成有凹部29”的多个磁性板20a”构成,没有使用未形成凹部29”的磁性板(未图示)。
57.为了形成图4b所示的树脂部39”,使线圈31~33被插入于槽23”的外周部铁心20”整体浸渍于液体树脂中。将外周部铁心20”从液体树脂中沿外周部铁心20”的轴向即磁性板的层叠方向取出。此时,液体树脂沿着槽23”和凹部29”向轴向上的下方流动。混入到液体树脂中的气体和/或在槽23”内被绝缘纸(未图示)捕获的气体的大部分与液体树脂一起向轴向上的下方流动。然后,这样的气体的一部分与液体树脂一起被从槽23
”’
引导至流动阻力更少的凹部29”而滞留在凹部29
”’
内,形成空隙a。可知晓,关于这样形成的电抗器1”,也得到与上述同样的效果。
58.此外,如图4d所示,将没有被分割为多个磁性板24’~26’的、作为单个构件的磁性板20a”层叠来形成外周部铁心20的情况也包括在本公开的范围内。
59.另外,图5a和图5b是示出另一方式的凹部的图。在这些附图中示出了在直线马达的芯20形成的凹部29a、29b,但是能够在马达的芯20’和电抗器10”的芯20”也形成同样的凹
部29a、29b。
60.图5a所示的凹部29a形成于与槽23的底边对应的边的两端部。这些凹部29a一部分朝向芯20的另一个面22延伸,并且一部分朝向相邻的其它槽23延伸。因此,图5a所示的凹部29a比图1等所示的凹部29’在与另一个面22平行的方向上远离槽23。
61.因而,与图1的情况相比,能够进一步确保线圈30与芯20之间的绝缘距离,因此能够进一步抑制局部放电的发生。因此,可知晓能进一步提高芯20的可靠性。
62.在图1和图5a等中针对一个槽23形成有两个凹部29a,但是在图5b中针对一个槽23形成有单个凹部29b。而且,图5b所示的凹部29b从与槽23的底部对应的整条边朝向另一个面22呈圆弧状地延伸。
63.也就是说,在图5b中,与另一个面22平行的槽23的宽度总是比凹部29b的宽度大。因此,即使在形成有凹部29b的情况下,被插入于槽23的线圈30也不会朝向另一个面22进行位置偏离。因此,在图5b中,能够在将线圈30保持在适当的位置的同时起到上述的效果。此外,在针对一个槽23形成单个凹部的情况下,也可以采用设为槽23的宽度比凹部的宽度大的其它形状的凹部。
64.在此,图6是现有技术中的直线马达的电枢的局部截面图。图6所示的直线马达的电枢100包括形成有多个槽230的芯200。而且,被绝缘纸350包含的线圈300分别插入于多个槽230。并且,在电枢的周围整体形成有树脂部390。
65.为了形成图6所示的树脂部390,在使电枢100整体浸渍于液体树脂中之后将电枢100整体取出。混入到液体树脂中的气体向垂直方向上的上方移动,因此,这样的气体滞留在槽230的底部。然后,如图6所示,气体在槽230的底部与线圈300的绝缘纸350之间形成空隙a。
66.在该情况下,在电枢100中电场集中的部位形成空隙a。因此,无法充分确保线圈300与芯200之间的绝缘距离。其结果,会发生局部放电,因此,无法提供可靠性高的芯200。
67.与此相对,在本公开中,空隙a集中形成于芯20的凹部29、29’、29”、29a、29b,因此不会引起上述的问题,能够提供可靠性高的芯20以及具备这样的芯的电磁设备。并且,显而易见的是,本公开的内容也应用于除马达、直线马达、电抗器以外的电磁设备。
68.另外,如参照图6可知的那样,槽230与线圈300具有彼此相似的形状。然而,在本公开中,如图1、图3a以及图4b所示的那样,在槽23、23’、23”形成有凹部29、29’、29”,因此,槽23、23’、23”的形状与线圈30、30’、31~33的形状彼此不相似。即使是这种情况,也包括在本公开的范围内。
69.本公开的方式
70.根据第一个方式,提供一种芯(20、20’、20”),其中,在该芯的一个面(21)形成有应供线圈插入的多个槽(23、23’、23”),在该多个槽的底部形成有朝向所述芯的另一个面(22)延伸的凹部(29、29’、29”)。
71.根据第二个方式,在第一个方式中,设为所述线圈的形状与形成有所述凹部的所述槽的形状不相似。
72.根据第三个方式,在第一个方式或第二个方式中,所述芯是通过将多个磁性板(20a、20a’、20a”、20b)层叠而形成的,所述凹部仅形成于所述多个磁性板中的、位于所述芯的层叠方向上的中间部分的磁性板(20b)。
73.根据第四个方式,在第一个方式至第三个方式中的任一个方式中,所述芯是通过将多个磁性板(20a、20a’、20a”、20b)层叠而形成的,所述凹部形成于所述多个磁性板(20a’、20a”)中的所有磁性板。
74.根据第五个方式,提供一种电磁设备,具备:根据第一个方式至第四个方式中的任一个芯;插入于所述多个槽的线圈(30、30’、31~33);包围该线圈的绝缘纸(35、35’);以及包覆所述芯整体的绝缘树脂部(39、39’、39”)。
75.根据第六个方式,在第五个方式中,设为所述电磁设备为直线马达(1)、马达(1’)或电抗器(1”)。
76.方式的效果
77.在第一个方式中,在应供线圈插入的槽的底部形成有凹部,因此,在形成用于包覆包括芯在内的电枢整体的树脂部时,空隙被引导至凹部而产生。因此,即使在空隙周围发生了局部放电,由于凹部远离电场集中的部位,因此也能够充分确保线圈与芯之间的绝缘距离,能够抑制局部放电的发生。因此,能够提供可靠性高的芯。
78.在第二个方式中,即使在线圈与槽彼此不相似的情况下,也能够起到上述的效果。
79.在第三个方式中,在具备芯的电磁设备是直线马达的情况下,空隙形成于层叠方向上的中间部分的可能性高,因此,能够将形成有凹部的磁性板的数量抑制到最小限度。
80.在第四个方式中,在具备芯的电磁设备是马达或电抗器的情况下,在将芯从液体树脂中沿轴向取出时,混入到液体树脂中的气体等与液体树脂一起被引导至流动阻力更少的凹部。因此,在电磁设备为马达或电抗器的情况下特别有利。
81.以上,说明了本发明的实施方式,但是本领域技术人员理解的是,本发明能够在不脱离后述的权利要求书的公开范围的情况下进行各种修正和变更。
82.附图标记说明
83.1:直线马达(电磁设备);1’:马达(电磁设备);1”:电抗器(电磁设备);10:电枢;10’:定子;20、20’、20”:芯、外周部铁心;20a、20a’、20a”、20b:磁性板;21:一个面;22:另一个面;23、23’、23”:槽;24~26:外周部铁心部分;29、29’、29”:凹部;30、30’、31~33:线圈;35、35’:绝缘纸;39、39’、39”:树脂部(绝缘树脂部);41~43:铁心;z1~z3:区域。
当前第1页1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!