一种数控用平口钳的工件定位装置的制作方法-j9九游会真人
1.本实用新型属于机加工工装技术领域,具体涉及一种结构简单、调整便捷、定位准确可靠、适应面广的数控用平口钳的工件定位装置。
背景技术:
2.平口钳是利用两钳口作定位基准,靠丝杠与螺母配合或液压系统传送机械力的原理对工件进行夹紧。平口钳由于结构简单,装夹迅速,加工时省时省力,提高了加工效率、加工精度和产品质量,是机械加工中较为常见的装夹工具。平口钳分为手动和机用两种,机用平口钳由于容易与数控系统集成控制,在数控铣削、钻削及加工中心等加工中应用较为广泛。
3.但是,无论手动还是机用平口钳,由于其只能通过移动钳身与固定钳身相对运动实现夹紧,与钳口内支撑工件的垫块及加工刀具共同作用也只能实现两自由度的约束,因此容易导致机加工时工件易位移乃至飞出机床台面,严重影响工件的机加工精度和生产安全性,使得装夹可靠性较低。为此,目前一般通过改进平口钳的钳口结构,如钳口面增加防滑纹、采用v形钳口等,虽然能在一定程度上提高夹持的可靠性,但防滑纹容易夹伤工件表面而留下纹路影响质量,而v形钳口虽然能够对工件沿钳口前后移动进行约束,但对于矩形工件反而由于接触面过小会降低夹持的可靠性,因此一般只适用于弧形表面的夹装。现有技术中,为了对工件形成可靠的三个自由度约束,一般是在平口钳内或平口钳侧部的机床工作台面上增设压板机构,通过螺栓调整压板以约束工件沿钳口前后移动的能力,从而提高加工时的装夹可靠性;但是,螺栓调整压板结构不仅每次更换相同工件都需要繁琐的重新调整及锁紧,严重影响了定位精度和加工效率,也提高了人员劳动强度,而且对于尺寸较小的工件会因为螺栓压板结构与平口钳形成干涉而影响正常加工,虽然也可同步缩小螺栓压板结构以避免出现干涉,但又容易导致螺栓压板结构强度不足而影响使用寿命和夹持的可靠性。
技术实现要素:
4.本实用新型的目的在于提供一种结构简单、调整便捷、定位准确可靠、适应面广的数控用平口钳的工件定位装置。
5.本实用新型是这些实现的:包括平口钳,还包括底座、固定螺钉、顶杆、锁紧螺钉,所述底座通过固定螺钉与平口钳之固定钳身的前端或后端固定连接,所述底座远离固定螺钉的一侧延伸至固定钳身的钳口端面且设置有与钳口开合调节方向垂直的安装孔,所述底座的侧面上还设置有延伸至安装孔且与安装孔垂直的锁紧螺孔,所述顶杆滑动贯穿安装孔且一端延伸至钳口内,所述锁紧螺钉螺纹连接的设置于锁紧螺孔内且螺杆的底端抵接顶杆的外圆面。
6.本实用新型的有益效果:
7.1、本实用新型通过在平口钳的钳口一侧设置与固定钳身连接的底座,并在底座延
伸至钳口的一侧滑动设置顶杆及可抵紧顶杆的锁紧螺钉,从而通过延伸至钳口内的顶杆,不仅可实现工件在平口钳内的前后定位及约束,提高了工件装夹的可靠性和加工时的安全性,而加工过程中更换相同的工件无需调整装夹装置,因此可显著提高工件的定位精度、加工效率和降低劳动强度,且仅顶杆延伸至钳口内抵紧工件,故装夹装置不会与平口钳运动形成干涉,并且可滑动并通过锁紧螺钉固定的滑杆,能根据不同尺寸工件的前后定位要求便捷的调整即可满足。
8.2、本实用新型进一步通过在底座上设置腰形孔经固定螺钉与固定钳身连接,使得滑杆在钳口内不仅能够前后调整长度,而通过固定螺钉与腰形孔的配合,滑杆在钳口内还能上下及左右移动,从而可适应更大尺寸工件的定位要求,且还能适应不规则端面的定位。
9.3、本实用新型进一步在顶杆外表面设置可与锁紧螺钉抵接的锁紧平面,从而即可增加顶杆锁紧后的稳定性以提高定位精度,而且还能减轻锁紧螺钉抵紧时对顶杆表面的磨损以提高使用寿命。特别是在底座的安装孔内表面设置矩形槽并滑动镶嵌软性垫片,可进一步提高锁紧后的稳定性和消除锁紧螺钉对顶杆表面的磨损。
10.综上所述,本实用新型具有结构简单、调整便捷、定位准确可靠、适应面广的特点。
附图说明
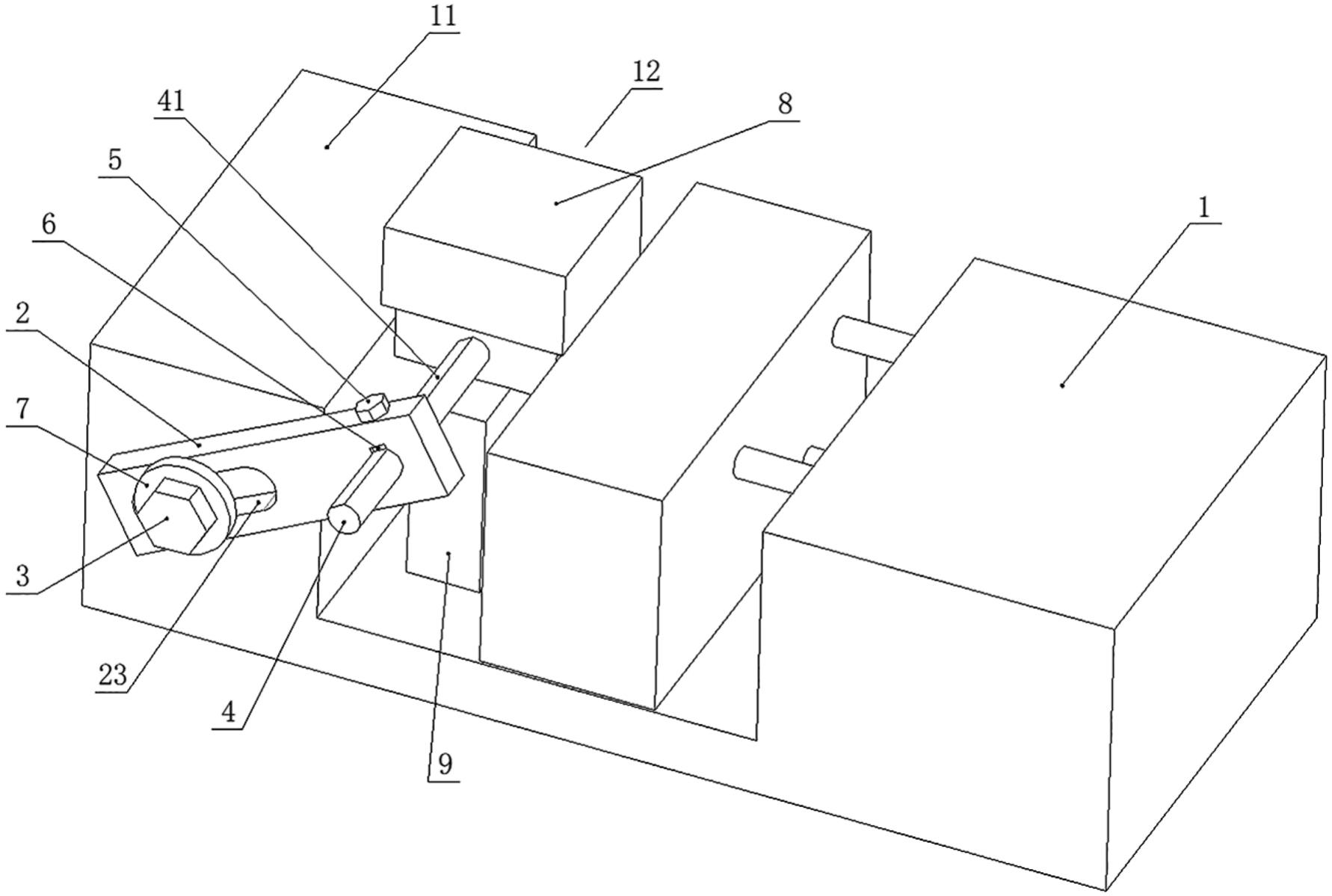
11.图1为本实用新型工作立体结构示意图;
12.图2为本实用新型之底座立体放大图;
13.图3为图1之安装孔剖视图;
14.图4为本实用新型之圆垫圈立体结构示意图;
15.图中:1-平口钳,11-固定钳身,12-钳口,2-底座,21-安装孔,22-锁紧螺孔,23-腰形孔,24-矩形槽,3-固定螺钉,4-顶杆,41-锁紧平面,5-锁紧螺钉,6-软性垫片,7-圆垫圈,71-凸台,8-工件,9-垫块。
具体实施方式
16.下面结合附图和实施例对本实用新型作进一步的说明,但不以任何方式对本实用新型加以限制,基于本实用新型教导所作的任何变更或改进,均属于本实用新型的保护范围。
17.如图1至4所示,本实用新型包括平口钳1,其特征在于还包括底座2、固定螺钉3、顶杆4、锁紧螺钉5,所述底座2通过固定螺钉3与平口钳1之固定钳身11的前端或后端固定连接,所述底座2远离固定螺钉3的一侧延伸至固定钳身11的钳口12端面且设置有与钳口12开合调节方向垂直的安装孔21,所述底座2的侧面上还设置有延伸至安装孔21且与安装孔21垂直的锁紧螺孔22,所述顶杆4滑动贯穿安装孔21且一端延伸至钳口12内,所述锁紧螺钉5螺纹连接的设置于锁紧螺孔22内且螺杆的底端抵接顶杆4的外圆面。
18.所述底座2为板状结构且远离安装孔21的一侧设置有腰形孔23,所述底座2通过穿过腰形孔23的固定螺钉3与平口钳1之固定钳身11的前端或后端固定连接。
19.所述底座2为长方形板状结构且腰形孔23设置于一侧并沿长度方向延伸,所述安装孔21设置于底座2的另一侧轴线且与腰形孔23的轴线平行。
20.所述顶杆4的外表面设置有沿轴线延伸且平行于轴线的锁紧平面41,所述锁紧螺
钉5的螺杆底端抵接顶杆4的锁紧平面41。
21.所述安装孔21的内表面在锁紧螺孔22侧设置有沿轴线延伸且平行于轴线的矩形槽24,所述矩形槽24内滑动镶嵌有软性垫片6,所述锁紧螺钉5的螺杆底端抵接软性垫片6的上表面,所述软性垫片6的下表面与锁紧平面41贴合。软性垫片6即能防滑以保证锁紧螺钉5能够抵紧并固定住顶杆4,还能扩大顶杆4的受力面以避免局部受力过大而损伤,且软性材质还能避免划伤顶杆4的外表面而影响定位可靠性及精度。
22.所述软性垫片6为铜片、铝片、硬塑料片或硬橡胶片。
23.所述固定螺钉3上还套设有外径大于腰形孔23侧的底座2宽度的圆垫圈7。圆垫圈7能够分散固定螺钉3作用在底座2上的压力,即能避免底座2局部受力过大而损伤,而且扩大的接触面积还能避免固定不稳。
24.所述圆垫圈7面向底座2的端面上设置有与腰形孔23滑动配合凸台71,所述凸台71的高度小于腰形孔23的深度,所述固定螺钉3与圆垫圈7螺纹连接且贯穿凸台71。滑动配合的凸台71可增强底座2与固定钳身11连接的刚性,而且结合固定螺钉3与圆垫圈7螺纹连接且贯穿凸台71,能提高调整底座2沿腰形孔23移动时的平稳性,从而可增加顶杆4与工件之间调整定位的精度。
25.所述顶杆4延伸至钳口12内的端面为弧形面或设置有圆倒角。
26.本实用新型工作原理和工作过程:
27.如图1至4所示,加工前,根据工件8的尺寸及定位要求,松开固定螺钉3旋转和/或沿腰形孔23移动底座2,使顶杆4的端面指向工件8的预定位置并锁紧固定螺钉3;随后松开锁紧螺钉5,前后调整顶杆4的位置使之端面抵紧工件8的预定位置,完成装夹装置的调整。
28.加工时,将工件8放置在钳口12内的垫块9(必要时)上并端面抵紧顶杆4,随后启动平口钳1夹紧工件8,完成工件8的装夹过程,接着启动数控设备对工件8的预定面进行切削即可。待工件8加工完成后,松开平口钳1即可取出加工完的工件8,继续放入新的工件8并按前述过程即可完成加工。
29.以上所述仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应该以权利要求的保护范围为准。
当前第1页1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!