一种加工车轮螺栓孔的多功能刀具的制作方法-j9九游会真人
1.本实用新型涉及一种加工刀具,具体的说是一种加工车轮螺栓孔的多功能刀具。
背景技术:
2.车轮作为汽车的重要组成部分,其加工效率和尺寸精度要求越来越高;随着现代轮毂的演变,多孔产品的浮现增加了加工中心的时间,制约了产品的加工效率,螺栓孔做为加工中心的主要加工部分占据着加工的大部分时间,其加工的效率严重影响着一个企业的竞争力,其相关尺寸更影响着车轮的安全性和装配特性。如何避免繁琐的加工步骤使工作变为简单,方便推广,又能保证尺寸的合格是目前自动化加工的一种趋势。
技术实现要素:
3.本实用新型的目的是提供一种加工车轮螺栓孔的多功能刀具,该刀具可以在加工车轮螺栓孔的同时,加工螺栓孔倒角,具有高效、成本低等特点非常方便推广使用。
4.为实现上述目的,本实用新型的技术方案是:一种加工车轮螺栓孔的多功能刀具,包括刀柄、螺旋角、螺栓孔沉孔切削刃、螺栓孔切削刃、第一顶角、第二顶角、沉孔刀体、螺栓孔刀体, 所述刀柄沿轴向连接沉孔刀体、螺栓孔刀体,螺栓孔刀体与螺栓孔切削刃为阶梯结构。沉孔刀体、螺栓孔刀体以刀柄为轴线,分别镶嵌螺栓孔沉孔切削刃、螺栓孔切削刃;第一顶角、第二顶角均为118
°
,螺旋角为30
°
。
5.本实用新型融合螺栓孔成型刀和螺栓孔背镗刀的优势,可以在加工螺栓孔的同时直接进行螺栓孔倒角的加工,同时制作成本低,能减少额外的换刀时间和行进时间,大大提高了产品的加工效率。
附图说明
6.以下,结合附图来详细说明本实用新型的实施方案,其中:
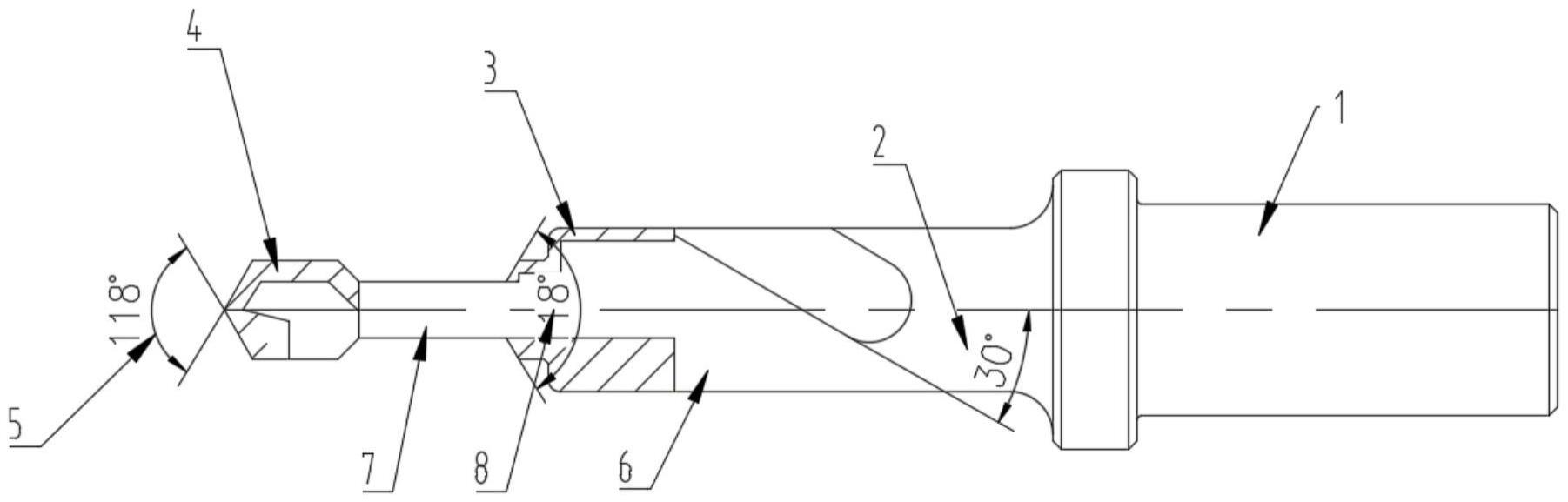
7.图1为本实用新型刀具的示意图。
8.图中:1-刀柄、2-螺旋角、3-螺栓孔沉孔切削刃、4-螺栓孔切削刃、5-第一顶角、8-第二顶角、6-沉孔刀体、7-螺栓孔刀体。
具体实施方式
9.如图1所示,一种加工车轮螺栓孔的多功能刀具,包括刀柄1、螺旋角2、螺栓孔沉孔切削刃3、螺栓孔切削刃4、第一顶角5、第二顶角8、沉孔刀体6、螺栓孔刀体7, 所述刀柄1沿轴向连接沉孔刀体6、螺栓孔刀体7,其中螺栓孔刀体7与螺栓孔切削刃4为阶梯结构。所述连接沉孔刀体6、螺栓孔刀体7以刀柄1为轴线,分别镶嵌螺栓孔沉孔切削刃3、螺栓孔切削刃4,第一顶角5、第二顶角8均为118
°
,螺旋角2为30
°
。在工作过程中,车轮通过夹具装夹在数控机床上,电动机带动机床主轴旋转,使车轮以一定的速度逆时针,刀具装夹在钻夹上,以事先编好的加工程式车轮螺栓孔和螺栓孔倒角以一定的进给率进行加工。
技术特征:
1.一种加工车轮螺栓孔的多功能刀具,包括刀柄(1)、螺旋角(2)、螺栓孔沉孔切削刃(3)、螺栓孔切削刃(4)、第一顶角(5)、第二顶角(8)、沉孔刀体(6)、螺栓孔刀体(7),其特征在于,螺栓孔刀体(7)与螺栓孔切削刃(4)为阶梯结构,沉孔刀体(6)、螺栓孔刀体(7)以刀柄(1)为轴线,分别镶嵌螺栓孔沉孔切削刃(3)、螺栓孔切削刃(4)。2.根据权利要求1所述的一种加工车轮螺栓孔的多功能刀具,其特征在于,第一顶角(5)、第二顶角(8)均为118
°
,螺旋角(2)为30
°
。
技术总结
本实用新型提供一种加工车轮螺栓孔的多功能刀具,包括刀柄(1)、螺旋角(2)、螺栓孔沉孔切削刃(3)、螺栓孔切削刃(4)、第一顶角(5)、第二顶角(8)、沉孔刀体(6)、螺栓孔刀体(7),所述刀柄(1)沿轴向连接沉孔刀体(6)、螺栓孔刀体(7),螺栓孔刀体(7)与切削刃(4)为阶梯结构。沉孔刀体(6)、螺栓孔刀体(7)以刀柄(1)为轴线分别镶嵌螺栓孔沉孔切削刃(3)、螺栓孔切削刃(4),第一顶角(5)、第二顶角(8)均为118
技术研发人员:张维智 赵飞 陈铄阳
受保护的技术使用者:中信戴卡股份有限公司
技术研发日:2022.12.31
技术公布日:2023/10/27
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!