一种铺布裁切装置及其控制方法与流程-j9九游会真人
1.本发明属于服装生产制造技术领域,更具体地,涉及一种铺布裁切装置及其控制方法。
背景技术:
2.铺布裁切装置是在服装生产制造中,用于对布料进行裁切的设备,从输料装置向工作台铺设布料,然后按照需要的长度将布料切断。目前的铺布裁切装置已经实现了自动化的长度监测,在装置的控制系统内设置需要的长度值,输料装置开始输料,当布料到达指定长度后,停止输料,完成裁切。
3.但是这种方式计算得到的布料长度不够准确,由于控制系统是根据布料输送速度与时间的乘积值得到送料长度,但是由于布料存在惯性,因此在输料装置停止输料后,布料仍旧会在惯性的作用下向前运动一段距离,导致布料的实际长度大于布料的预定长度。
技术实现要素:
4.本发明的目的在于解决现有铺布裁切装置在布料受惯性的影响下,无法根据实际需要得到准确的布料长度这一问题。
5.为了实现上述目的,本发明提供一种铺布裁切装置及其控制方法。
6.根据本发明的第一方面,提供一种铺布裁切装置,包括工作台、用于将布料输送至所述工作台上的输布机构以及用于对所述工作台上的布料进行裁切的裁切机构;
7.所述铺布裁切装置还包括:
8.图像采集模块,用于在布料被输送至所述工作台上的过程中以预定的频率采集布料图像;
9.控制器,用于根据所述布料图像获取布料输送速度,根据预定的布料种类、布料输送速度与布料惯性移动长度之间的映射关系获取布料惯性移动长度,根据预定的布料裁切长度与所述布料惯性移动长度的差值以及所述布料输送速度确定布料停止输送时刻,根据所述布料图像确定布料停止运动时刻。
10.作为可选的是,所述裁切机构包括第一电机、支臂和压布杆,所述第一电机通过所述支臂连接所述压布杆,所述压布杆设置在靠近输布机构的工作台一端,用于压固所述工作台上的布料,所述压布杆上形成有滑道,且所述滑道的首尾均超过所述布料的侧边沿,所述滑道内设有滑块,滑块底部设有裁切刀片,所述滑块带动所述裁切刀片沿所述滑道滑动,在所述布料的宽度方向上切断所述布料。
11.作为可选的是,所述裁切刀片在所述滑道内向下伸出所述压布杆的底部。
12.作为可选的是,所述图像采集模块包括摄像机,所述摄像机设置在靠近输布机构的工作台的一端。
13.根据本发明的第二方面,提供上述任一种铺布裁切装置的控制方法,应用于所述控制器;
14.用于根据所述布料图像获取布料输送速度;
15.根据预定的布料种类、布料输送速度与布料惯性移动长度之间的映射关系获取布料惯性移动长度;
16.根据预定的布料裁切长度与所述布料惯性移动长度的差值以及所述布料输送速度确定布料停止输送时刻,并在所述布料停止输送时刻关闭所述输布机构;
17.根据所述布料图像确定布料停止运动时刻,并在所述布料停止运动时刻启动所述裁切机构。
18.作为可选的是,所述用于根据所述布料图像获取布料输送速度包括:
19.对所述图像采集模块采集的布料图像进行边缘检测,将结果相减得到梯度差分;
20.对所述图像采集模块采集的布料图像进行颜色差分计算;
21.对梯度差分以及颜色差分进行或值运算;
22.对或值运算得到的结果进行二值化和滤波处理,在所述布料图像中识别出目标布料;
23.对于所述目标布料,根据其进入第一预设位置的图像帧数以及进入第二预设位置的图像帧数之间的帧数差、所述图像采集模块的帧率、所述第一预设位置以及所述第二预设位置之间的间距,得到布料输送速度。
24.作为可选的是,所述边缘检测基于如下公式实现:
25.f
x
=f(x,y)-f(x 1,y 1);
26.fy=f(x 1,y)-f(x,y 1);
27.式中,f(x,y)为点(x,y)处的像素值,f
x
和fy的卷积算子为:
[0028][0029]
作为可选的是,所述梯度差分基于如下公式实现:
[0030]
grad
f(x,y)
=|f
x
| |fy|;
[0031]
选取幅值a,若grad
f(x,y)
>a,则认为点(x,y)是边缘点;
[0032]dgrad
(x,y)=|grad
f(x,y)-grad
b(x,y)
|。
[0033]
作为可选的是,所述颜色差分基于如下公式实现:
[0034]dt
(x,y)=|f
t
(x,y)-r
t
(x,y)|;
[0035]
其中,f
t
(x,y)为第t帧的布料图像,b
t
(x,y)为第t帧的背景图像。
[0036]
作为可选的是,所述对于所述目标布料,根据其进入第一预设位置的图像帧数以及进入第二预设位置的图像帧数之间的帧数差、所述图像采集模块的帧率、所述第一预设位置以及所述第二预设位置之间的间距,得到布料输送速度,基于如下公式实现:
[0037][0038]
其中l为两个第一预设位置与第二预设位置之间的间距,n为图像采集模块的帧率,z1为目标布料进入第一预设位置时的图像帧数,z2为目标布料进入第二预设位置时的图像帧数。
[0039]
本发明的有益效果在于:图像采集模块采集布料图像;控制器根据所述布料图像获取布料输送速度,根据预定的布料种类、布料输送速度与布料惯性移动长度之间的映射
关系获取布料惯性移动长度,根据预定的布料裁切长度与所述布料惯性移动长度的差值以及所述布料输送速度确定布料停止输送时刻,根据所述布料图像确定布料停止运动时刻,能够得到准确的布料长度。
[0040]
本发明其余的有益效果在具体实施方式中描述。
附图说明
[0041]
本发明可以通过参考下文中结合附图所做出的描述而得到更好的理解,其中在所有附图中使用了相同或相似的附图标记来表示相同或者相似的部件。
[0042]
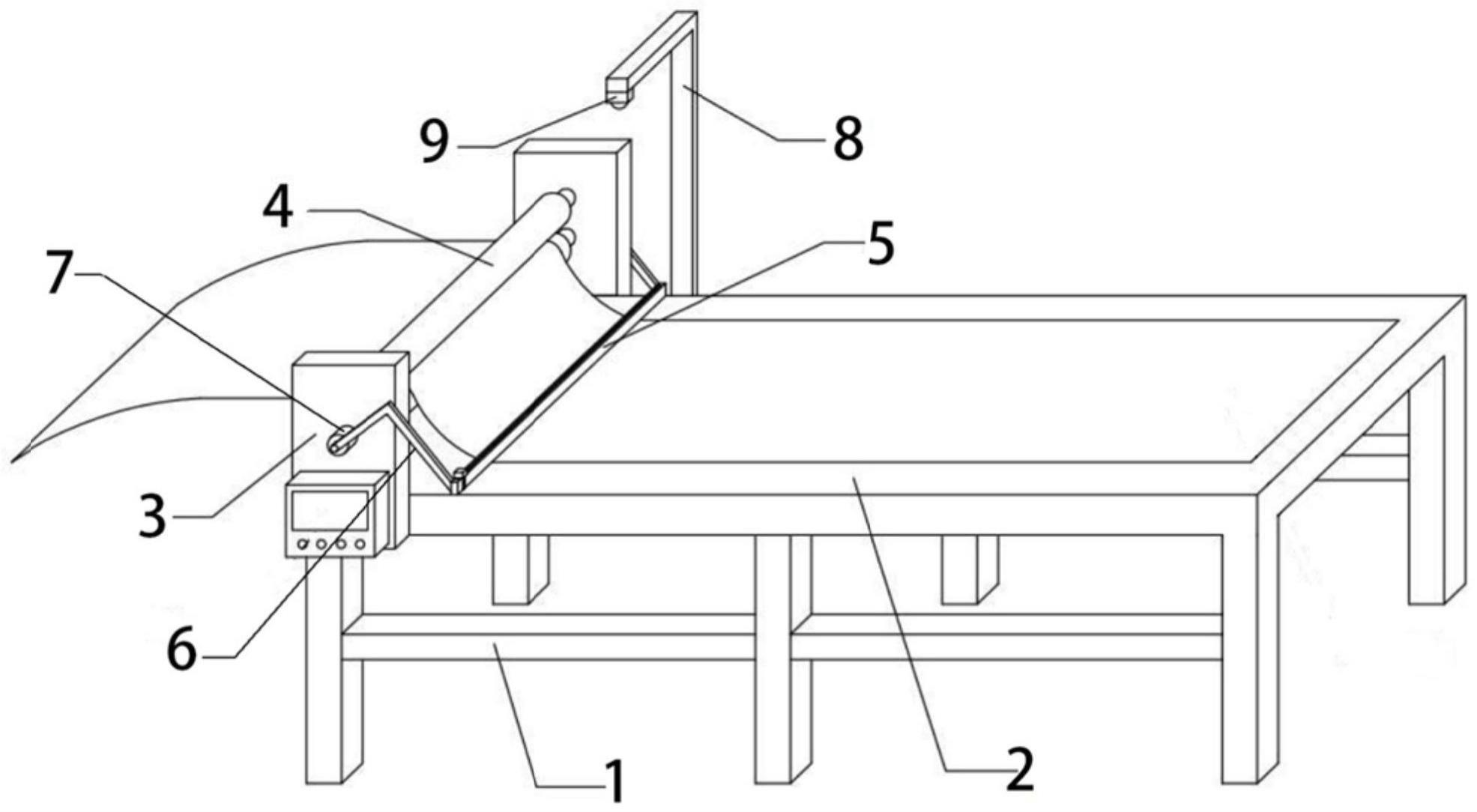
图1示出了本发明实施例的铺布裁切装置的结构示意图;
[0043]
图2示出了本发明实施例的压布杆的结构示意图;
[0044]
图中:1、支座;2、工作台;3、边侧块;4、输布辊;5、压布杆;501、滑道;502、滑块;503、裁切刀片;6、支臂;7、第一电机;8、支架;9、摄像机。
具体实施方式
[0045]
为了使所属技术领域的技术人员能够更充分地理解本发明的技术方案,在下文中将结合附图对本发明的示例性的实施方式进行更为全面且详细的描述。显然地,以下描述的本发明的一个或者多个实施方式仅仅是能够实现本发明的技术方案的具体方式中的一种或者多种,并非穷举。应当理解的是,可以采用属于一个总的发明构思的其他方式来实现本发明的技术方案,而不应当被示例性描述的实施方式所限制。基于本发明的一个或多个实施方式,本领域的普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施方式,都应当属于本发明保护的范围。
[0046]
实施例:如图1和图2所示,本实施例提供了一种铺布裁切装置,包括工作台、用于将布料输送至工作台上的输布机构以及用于对工作台上的布料进行裁切的裁切机构;
[0047]
铺布裁切装置还包括:
[0048]
图像采集模块,用于在布料被输送至工作台上的过程中以预定的频率采集布料图像;
[0049]
控制器,用于根据布料图像获取布料输送速度,根据预定的布料种类、布料输送速度与布料惯性移动长度之间的映射关系获取布料惯性移动长度,根据预定的布料裁切长度与布料惯性移动长度的差值以及布料输送速度确定布料停止输送时刻,根据布料图像确定布料停止运动时刻。
[0050]
进一步地,裁切机构包括第一电机、支臂和压布杆,第一电机通过支臂连接压布杆,压布杆设置在靠近输布机构的工作台一端,用于压固工作台上的布料,压布杆上形成有滑道,且滑道的首尾均超过布料的侧边沿,滑道内设有滑块,滑块底部设有裁切刀片,滑块带动裁切刀片沿滑道滑动,在布料的宽度方向上切断布料。
[0051]
进一步地,图像采集模块包括摄像机,摄像机设置在靠近输布机构的工作台的一端。
[0052]
具体地说,装置底部设有支座,支座支撑工作台,工作台一端的两侧均设有边侧块,两个边侧块之间设有输布辊和压布杆,其中一个边侧块的旁边设有支架,支架顶部设有摄像机。第二电机带动输布辊转动,通过输布辊将布料输送至工作台。压布杆上设有滑道,
滑道内设有滑块,滑块底部设有裁切刀片,第一电机与压布杆之间通过支臂连接,第一电机带动支臂转动,从而实现压布杆压固在布料上,当压布杆压固在布料上后,滑块沿着滑道滑动,裁切刀片切断布料。
[0053]
进一步地,裁切刀片在滑道内向下伸出压布杆的底部。
[0054]
具体地说,在压布杆压固在布料上时,裁切刀片与布料接触,滑块从滑道的一端滑到另一端,裁切刀片实现切断布料。
[0055]
基于上述铺布裁切装置,本实施例提供一种控制方法,应用于控制器;
[0056]
用于根据布料图像获取布料输送速度;
[0057]
根据预定的布料种类、布料输送速度与布料惯性移动长度之间的映射关系获取布料惯性移动长度;
[0058]
根据预定的布料裁切长度与布料惯性移动长度的差值以及布料输送速度确定布料停止输送时刻,并在布料停止输送时刻关闭输布机构;
[0059]
根据布料图像确定布料停止运动时刻,并在布料停止运动时刻启动裁切机构。
[0060]
进一步地,用于根据布料图像获取布料输送速度包括:
[0061]
对图像采集模块采集的布料图像进行边缘检测,将结果相减得到梯度差分;
[0062]
对图像采集模块采集的布料图像进行颜色差分计算;
[0063]
对梯度差分以及颜色差分进行或值运算;
[0064]
对或值运算得到的结果进行二值化和滤波处理,在布料图像中识别出目标布料;
[0065]
对于目标布料,根据其进入第一预设位置的图像帧数以及进入第二预设位置的图像帧数之间的帧数差、图像采集模块的帧率、第一预设位置以及第二预设位置之间的间距,得到布料输送速度。
[0066]
进一步地,边缘检测基于如下公式实现:
[0067]fx
=f(x,y)-f(x 1,y 1);
[0068]fy
=f(x 1,y)-f(x,y 1);
[0069]
式中,f(x,y)为点(x,y)处的像素值,f
x
和fy的卷积算子为:
[0070][0071]
进一步地,梯度差分基于如下公式实现:
[0072]
grad
f(x,y)
=|f
x
| |fy|;
[0073]
选取幅值a,若grad
f(x,y
)>a,则认为点(x,y)是边缘点;
[0074]dgrad
(x,y)=|grad
f(x,y)-grad
b(x,y)
|。
[0075]
进一步地,颜色差分基于如下公式实现:
[0076]dt
(x,y)=|f
t
(x,y)-b
t
(x,y)|;
[0077]
其中,f
t
(x,y)为第t帧的布料图像,b
t
(x,y)为第t帧的背景图像。
[0078]
进一步地,对于目标布料,根据其进入第一预设位置的图像帧数以及进入第二预设位置的图像帧数之间的帧数差、图像采集模块的帧率、第一预设位置以及第二预设位置之间的间距,得到布料输送速度,基于如下公式实现:
[0079]
[0080]
其中l为两个第一预设位置与第二预设位置之间的间距,n为图像采集模块的帧率,z1为目标布料进入第一预设位置时的图像帧数,z2为目标布料进入第二预设位置时的图像帧数。
[0081]
具体地说,本发明的原理如下:
[0082]
设置图像采集模块,对布料图像进行采集,由控制器对每一帧的布料图像进行处理后得到布料输送速度,根据第一预设位置与第二预设位置之间的间距、布料出现在两个预设位置的图像的帧数差以及图像采集模块的帧率得到输料时间,结合输料时间与输料速度得到对应时刻的布料长度,并根据得到的布料输送速度、布料种类确定布料惯性移动长度,并最终确定布料停止输送时刻。
[0083]
虽然以上对本发明的一个或者多个实施方式进行了描述,但是本领域的普通技术人员应当知晓,本发明能够在不偏离其主旨与范围的基础上通过任意的其他的形式得以实施。因此,以上描述的实施方式属于示意性的而非限制性的,在不脱离如所附各权利要求所定义的本发明精神及范围的情况下,对于本技术领域的普通技术人员而言许多修改和替换均具有显而易见性。
当前第1页1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!